

|
技術(shù)維修與安全知識 |
柴油發(fā)電機連桿襯套的拆卸、鉸削、修理和安裝步驟 |
摘要:活塞連桿組是發(fā)動機中的一個重要機構(gòu) ,其工作條件非常復(fù)雜,一旦發(fā)生故障,發(fā)動機將無法正常工作。通過對活塞連桿組的拆裝和對活塞連桿組的工作過程的觀察,進一步了解曲柄滑塊機構(gòu)的相關(guān)知識。通過對曲柄連桿機構(gòu)的拆卸實踐,在了解了曲柄連桿機構(gòu)的作用、組成的基礎(chǔ)上,去認識"活塞是一個演化的搖桿,曲軸是演化的曲柄"。活塞連桿組件是柴油機中工作條件最惡劣的組件,也是易損件,每次柴油機大修時都要對其進行拆卸,對每個零件進行技術(shù)狀態(tài)評定,更換損壞的零件。活塞連桿組件的裝配是柴油機大修時必須要進行的,而裝配質(zhì)量對柴油機的工作可靠性和使用耐久性影響很大,應(yīng)該按技術(shù)要求進行。
一、連桿的拆卸與修配
1、拆卸步驟
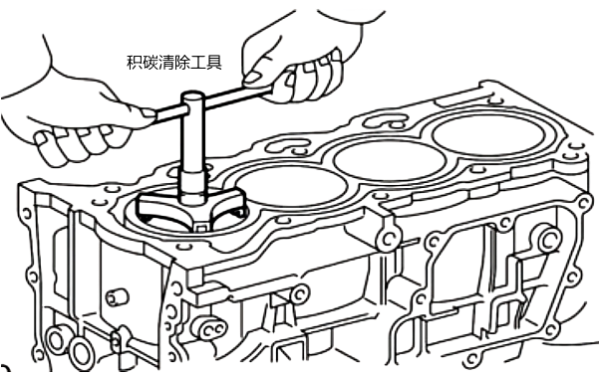
活塞連桿組外形如圖1所示,拆卸所需工具有套筒組合扳手、扭力扳手、搖把、氣缸蓋螺栓專用板手、二用扳手、橡膠錘、銅棒、手錘、號碼沖、活塞環(huán)安裝工具、T形扳手。
(1)發(fā)動機解體后,如圖1所示,用鉸刀去除氣缸頂部的所有積碳。
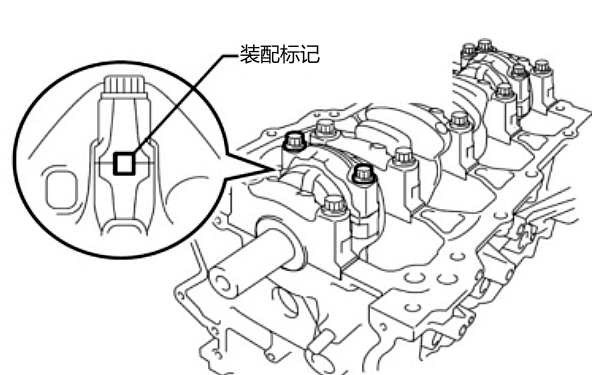
(2)如圖2所示,檢查并確認連桿和連桿蓋上的裝配標(biāo)記相互對準,以確保正確的重新裝
(3)將要拆下的活塞連桿組轉(zhuǎn)到下止點位置。
(4)拆下連桿螺母,取下連桿蓋,襯墊和軸承,并按順序放好,以免和其它氣缸的桿蓋混亂。
(5)用手錘木柄推出活塞連桿組,取出后,應(yīng)將已取下的連桿蓋、襯墊、軸承和連桿螺栓等按原樣裝復(fù),不能錯亂。
(6)用活塞環(huán)裝卸鉗拆下活塞環(huán)。
(7)用專用工具拆下連桿小頭襯套。將大頭蓋裝上連桿并按規(guī)定力矩緊固連桿螺釘或螺母。
在連桿檢查器上測量連桿長度,如果長度等于或小于304.57mm時,應(yīng)予以報廢。
|
圖1 柴油機氣缸積碳清除方法. |
圖2 柴油機連桿蓋上裝配對準標(biāo)記 |
2、連桿修配
用刨削或銑削修理兩個和大頭蓋結(jié)合面:
① 從連桿和大頭蓋結(jié)合面上最多可修去0.23mm。
② 從連桿和大頭蓋上修整的切削量應(yīng)相等。
③ 連桿長度為304.80mm時,才允許修去0.23mm的最大修整量。
④ 如果必須修去最大修整量時,加工后連桿尺寸應(yīng)為304.57mm。
⑤ 用研磨膏拋光和休整加工平面,將藍有(或紅丹)涂在平面上,在平板上檢查平面度。螺釘附近的平面,必須有100%明顯接觸,其余部分至少有75%接觸。
3、連桿襯套的修配
在更換活塞銷的同時,必須更換連桿襯套,以恢復(fù)其正常工作。新襯套的外徑應(yīng)與連桿小端承孔有0.10~0.20mm的過盈量,以防止襯套在工作中發(fā)生轉(zhuǎn)動。
(1)鉸削連桿襯套
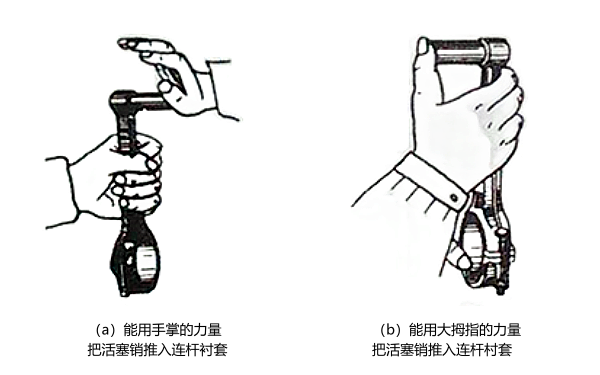
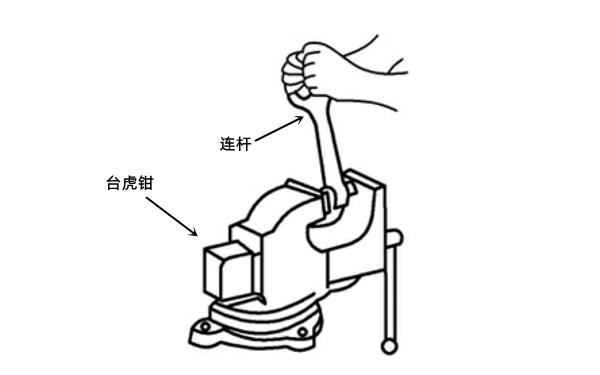
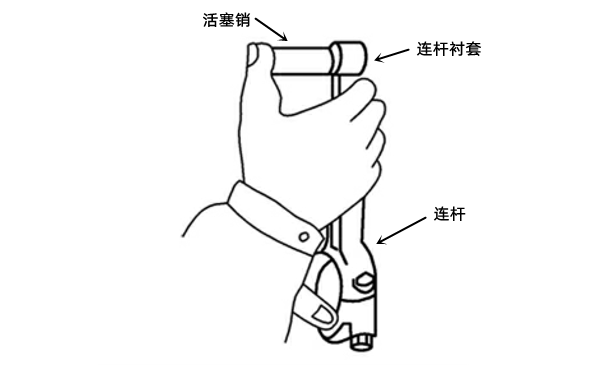
活塞銷與連桿襯套的配合度檢驗方法是將活塞銷涂以機油,能用手掌的力量把活塞銷推入連桿襯套,并且沒有間隙的感覺,則認為松緊度為合適(示例如圖3所示)。若不合適,可通過對活塞銷的磨削、連桿襯套的鏜削或鉸削來達到配合要求的。手工鉸削時(如圖4所示),要注意正確選擇鉸刀,正確調(diào)整每次的鉸削量。同一直徑的情況下 ,應(yīng)將連桿翻轉(zhuǎn)—面再鉸一次。
|
圖3 活塞銷與連桿襯套配合度檢驗 |
圖4 鉸削連桿襯套示意圖 |
2、活塞銷與連桿襯套接觸面積
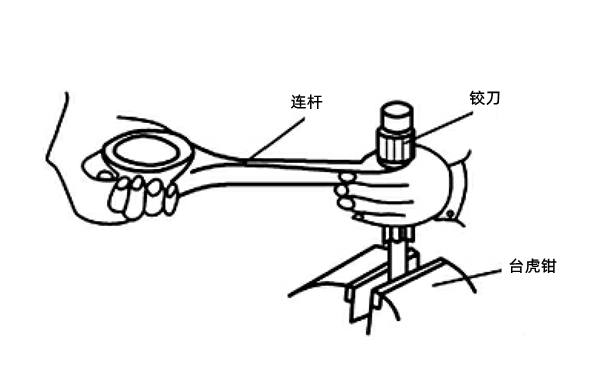
在鉸削過程中應(yīng)不斷用活塞銷試配,以防鉸大。試配時,當(dāng)鉸削到用手掌力能將活塞銷推入襯套1/3~2/5時,應(yīng)停止鉸削。此時,將活塞銷壓入或用木錘打入襯套內(nèi),然后用臺鉗夾緊活塞銷的兩端,沿活塞銷軸線方向往復(fù)扳動連桿,如圖5所示。然后壓出活塞銷,檢查襯套的接觸面積是否符合要求。
3、活塞銷與連桿襯套配合間隙
根據(jù)接觸面積和松緊程度,最后用刮刀作微量的修刮。當(dāng)以拇指力量能將涂有機油的活塞銷推入連桿襯套,感覺略有阻力,則松緊度合適,如圖6所示。襯套的接觸面積應(yīng)均勻分布,輕重一致,接觸面積不得少于75%。
注意∶連桿襯套壓入連桿小頭孔時,應(yīng)使油孔對正,以保證機油流動暢通。
|
圖5 活塞銷與連桿襯套接觸面積 |
圖6 活塞銷與連桿襯套配合間隙檢測 |
二、活塞連桿組裝配技巧
1、準備工作
在開始安裝活塞連桿組之前,需要準備好必要的工具和材料。確保工具齊全,并對工具進行檢查,確保工具的質(zhì)量良好。此外,還需要檢查活塞連桿組的質(zhì)量和完整性,確保沒有損壞或缺失的部分。
2、清潔工作
在安裝活塞連桿組之前,需要對相關(guān)部件進行清潔。使用適當(dāng)?shù)那鍧崉┖凸ぞ撸逑椿钊⑦B桿和相關(guān)的軸承表面,確保表面干凈無雜質(zhì)。清潔工作可以幫助減少摩擦和磨損,提高活塞連桿組的工作效率和壽命。
3、潤滑工作
在安裝活塞連桿組之前,需要對相關(guān)部件進行潤滑。使用適當(dāng)?shù)臐櫥瑒瑵櫥钊⑦B桿和相關(guān)的軸承表面。潤滑工作可以減少摩擦和磨損,提高活塞連桿組的運轉(zhuǎn)順暢度和壽命。同時,注意不要過度潤滑,以免出現(xiàn)潤滑油進入燃燒室的情況。
4、安裝順序
在安裝活塞連桿組時,需要按照正確的順序進行安裝。首先,將活塞環(huán)裝在活塞上,并確保活塞環(huán)的安裝位置正確。然后,將連桿與活塞連接,并確保連桿螺栓的緊固力度適中。最后,將活塞連桿組安裝到發(fā)動機上,并確保安裝的位置準確。
5、緊固力度
在安裝活塞連桿組時,需要注意螺栓的緊固力度。螺栓的緊固力度過大或過小都會對活塞連桿組的工作產(chǎn)生不良影響。因此,在安裝過程中,需要使用扭矩扳手來控制螺栓的緊固力度,確保達到制造商規(guī)定的標(biāo)準。
6、調(diào)整工作
在安裝活塞連桿組后,需要進行相關(guān)的調(diào)整工作。首先,需要檢查連桿的間隙,確保連桿與曲軸的配合良好。其次,需要檢查活塞的擺動幅度,確保活塞的運動順暢。最后,需要進行活塞環(huán)的調(diào)整,確保活塞環(huán)與活塞的配合緊密。
7、檢查工作
在安裝活塞連桿組后,需要進行相關(guān)的檢查工作。檢查工作包括檢查活塞連桿組的安裝是否正確,各個部件是否安裝牢固,以及相關(guān)的連接件是否緊固。同時,還需要檢查活塞連桿組的運動是否順暢,是否有異常的摩擦或噪音。
8、測試工作
在安裝活塞連桿組后,需要進行相關(guān)的測試工作。測試工作包括啟動發(fā)動機,觀察活塞連桿組的運轉(zhuǎn)情況,檢查是否有異常的振動或噪音。同時,還需要檢查發(fā)動機的壓縮比和缸壓,確保在正常范圍內(nèi)。
三、 活塞連桿組的組裝步驟
活塞連桿組的零件經(jīng)修復(fù)、檢驗合格后,方可進行組裝。裝配前應(yīng)徹底清洗各零件,尤其要注意連桿油道的清洗。
1、活塞環(huán)裝配
裝配活塞環(huán)時,必須采用專用的活塞環(huán)鉗。活塞環(huán)的安裝應(yīng)注意各道環(huán)的方向和相互角度關(guān)系。
(1)活塞環(huán)有各種形狀,有矩形環(huán)、梯形環(huán)、桶形環(huán)、錐度環(huán)、扭曲環(huán)。有些活塞環(huán)的安裝是有方向要求的,如錐度環(huán)橫斷面成梯形,安裝時有方向要求,絕不能裝反;桶形環(huán)安裝時應(yīng)將刻有標(biāo)記的一面朝向活塞頂部。對于有方向要求的活塞環(huán),安裝時應(yīng)注意方向,不許裝反,否則會出現(xiàn)機油消耗增加、難起動等問題。
(2)活塞環(huán)裝配時應(yīng)保證一定的開口間隙和邊間隙。開口間隙是活塞環(huán)裝入氣缸后兩端面之間的間隙。開口間隙大小既須保證活塞環(huán)在工作熱狀態(tài)下能自由膨脹而不至于卡死,又應(yīng)盡量減少燃氣和機油從此通道的泄漏量。邊間隙是活塞環(huán)端面與環(huán)槽之間的間隙。邊間隙過小,工作時活塞環(huán)易卡死在環(huán)槽內(nèi);邊間隙過大,會使環(huán)與環(huán)槽的沖擊增加,加速環(huán)與環(huán)槽的磨損。安裝時,注意各環(huán)開口錯開90°~120°,且開口不在銷孔方向上。
(3)活塞環(huán)應(yīng)有一定的彈力,一般氣環(huán)不低于30~50N,油環(huán)不低于15~25N,彈力減弱應(yīng)更換。
2、活塞銷的裝配
裝配活塞銷時,若感覺較緊切忌敲打,應(yīng)將活塞加熱至100~120℃,使活塞銷孔受熱膨脹,將活塞銷依次穿入活塞銷孔連桿小頭銅套和活塞銷孔,用活塞銷卡簧鉗將卡簧放入槽內(nèi)。將連桿小頭在機油中加熱,在新襯套外表面涂上機油,壓入連桿小頭,襯套油孔和連桿小頭油孔要對準。
常溫下,活塞銷在連桿小頭襯套孔中能輕松轉(zhuǎn)動和移動,而與銷座孔之間緊密配合,工作時才能相對運動。在活塞銷一側(cè)座孔內(nèi)用尖嘴鉗裝上卡簧。鎖環(huán)嵌入環(huán)槽的深度應(yīng)為鎖環(huán)直徑的2/3,且貼合牢靠,鎖環(huán)與活塞銷兩端應(yīng)有間隙。再裝入另..邊的卡簧。檢查卡簧與活塞銷間隙是否在0.10~0.25毫米之間。
3、活塞和連桿裝配
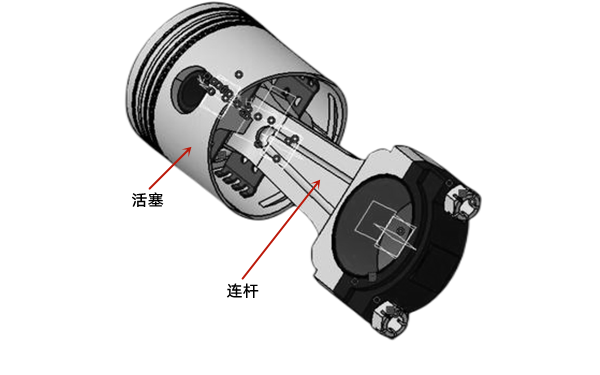
活塞連桿組組裝后整體外觀如圖7所示。裝配活塞連桿時,將活塞置于水中加熱至80℃~85℃,迅速擦拭干凈活塞銷座孔,在座孔和活塞銷上涂少許機油,把活塞銷插入一個座孔并稍微露出,隨即將連桿小頭伸入活塞銷座之間并對正活塞銷,迅速地將活塞銷輕輕敲入并通過連桿襯套,直至活塞另一側(cè)銷座孔鎖環(huán)槽的內(nèi)端面,裝上鎖環(huán),鎖環(huán)嵌入環(huán)槽中的深度應(yīng)不小于鎖環(huán)絲徑的2/3。鎖環(huán)與活塞銷兩端應(yīng)各有0.10~0.25mm的間隙,否則易把鎖環(huán)頂出,造成拉缸事故。組裝后的活塞連桿組,若扳動連桿,應(yīng)有一定的阻力感覺。若配合不符合要求,應(yīng)查明原因,予以排除。
活塞連桿裝配后,檢查連桿大端孔中心線和活塞中心線的垂直度。若不符合要求,找出原因,重新校正后再組裝。
4、活塞連桿組裝入汽缸
(1)將缸套表面、活塞連桿組等清洗干凈,將缸曲柄轉(zhuǎn)到下止點位置,取一缸的活塞連桿總成,在軸瓦、活塞環(huán)處加注少許機油,轉(zhuǎn)動各環(huán)使?jié)櫥瓦M入環(huán)槽,并檢驗各環(huán)開口是否處于規(guī)定方位。
(2)將連桿軸瓦裝入連桿和連桿蓋內(nèi),注意方向和配對記號,并將軸瓦背面定位唇與連桿大頭孔切槽相對。
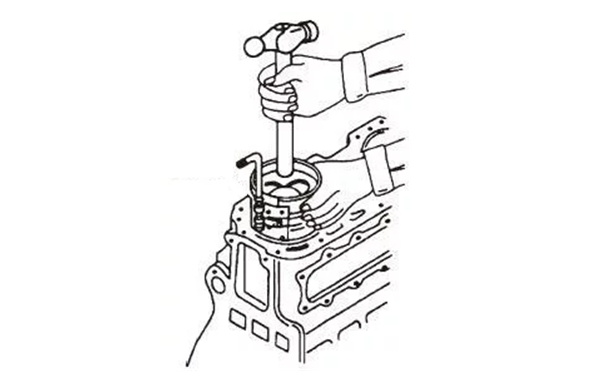
(3)用夾具收緊各環(huán),將活塞連桿組裝入汽缸時,使活塞頂部燃燒室凹坑或箭頭對著噴油器方向,用手引導(dǎo)連桿使其對準曲軸軸頸,用木棒將活塞推入,如圖8所示。
(4)一臺柴油機應(yīng)裝用同一質(zhì)量組別的活塞和同一質(zhì)量組別的連桿。當(dāng)活塞損壞需要更換時,除了零件圖號要完全正確外,還應(yīng)注意活塞的質(zhì)量分組標(biāo)記,其中有A、B、C、D、E等5種。此標(biāo)記也在活塞頂部,更換時應(yīng)采用同一標(biāo)記質(zhì)量組別的活塞。
(5)對于裝有活塞冷卻噴嘴的機型,拆裝活塞連桿組時,不要撞擊活塞冷卻噴嘴。裝好活塞環(huán),使各環(huán)開口錯開120°,并使開口錯開活塞銷座方向。
(6)安裝連桿大頭蓋時,應(yīng)注意使連桿體與蓋的相同標(biāo)記位于同一側(cè),并在定位面上涂上干凈機油。
(7)連桿螺栓擰入前,應(yīng)在螺紋部位涂上少許機油,兩只螺栓交替擰緊,當(dāng)力矩達不到規(guī)定時應(yīng)更換螺栓。
(8)活塞連桿組裝配完成后,應(yīng)檢查活塞在汽缸中是否有偏缸現(xiàn)象。如果有偏缸,說明活塞連桿組在修配中各零件公差不符合規(guī)定,應(yīng)查明原因,妥善處理。
活塞連桿組各零件組裝后,還應(yīng)檢查各缸活塞連桿組之間的質(zhì)量差,以保證發(fā)動機運轉(zhuǎn)平穩(wěn)。檢查時應(yīng)在托盤式天平上進行。質(zhì)量差超出標(biāo)準的活塞連桿組,應(yīng)分別檢查活塞和連桿的質(zhì)量,并予以調(diào)整,以保證同一臺發(fā)動機上的活塞連桿組的質(zhì)量符合技術(shù)要求。
|
圖7 柴油機活塞連桿組示意圖 |
圖8 活塞連桿組安裝圖 |
總結(jié):
理論上來講,大家按照相應(yīng)的步驟組裝活塞和連桿組合件可以自行操作,但并不建議大家這樣做。因為大家在組裝過程中,難免會遇到拆卸其它配件的過程,如果大家對發(fā)動機整體部分并不是特別了解,很有可能在組裝組件的情況下,會損傷其它方面的零部件,這樣一來,發(fā)動機依舊不能夠正常運轉(zhuǎn),還白白浪費了不少時間。從嚴謹?shù)慕嵌葋碇v,組裝活塞和連桿組合件要交給專業(yè)的人士來處理,他們知道正確的步驟,也知道裝配這些部件的時候可能會拆下哪些零件,只有擁有整體的專業(yè)性,才能夠更好地完成組件的安裝,即便大家具備相關(guān)的基礎(chǔ)能力,也并不建議大家自行操作,畢竟發(fā)動機的復(fù)雜性是大家難以想象的。
----------------
以上信息來源于互聯(lián)網(wǎng)行業(yè)新聞,特此聲明!
若有違反相關(guān)法律或者侵犯版權(quán),請通知我們!
溫馨提示:未經(jīng)我方許可,請勿隨意轉(zhuǎn)載信息!
如果希望了解更多有關(guān)柴油發(fā)電機組技術(shù)數(shù)據(jù)與產(chǎn)品資料,請電話聯(lián)系銷售宣傳部門或訪問我們官網(wǎng):http://www.nkcyfdjpj.cn




