

|
故障檢修與技術(shù)維護(hù) |
活塞環(huán)和銷(xiāo)孔的磨損檢查、鉸削及維修方法 |
摘要:活塞組件是保持燃燒室良好密封的關(guān)鍵零件,它們?cè)诟邷馗邏簹怏w作用下沿氣缸壁作高速往復(fù)運(yùn)動(dòng),以帶動(dòng)曲軸旋轉(zhuǎn)。因此,在柴油機(jī)各運(yùn)動(dòng)機(jī)件中,活塞和活塞環(huán)是最容易磨損的零件之一,活塞銷(xiāo)是受力最大的零件之一。因此,不管是什么級(jí)別的修理,只要分解到活塞組件,均需進(jìn)行一般性檢查,以判斷活塞組件技術(shù)狀態(tài)是否完好,要不要更換。測(cè)量部位包括測(cè)深孔內(nèi)徑、小孔內(nèi)徑、窄槽寬度、外徑、槽寬、兩孔距、深度、厚度、圓度、錐度、同軸度、直線度、平面度、平行度、垂直度、通氣度和密封性等。
一、活塞組件的一般性檢查
活塞和活塞環(huán)是保持燃燒室良好密封的關(guān)鍵零件,它們?cè)诟邷馗邏簹怏w作用下沿氣缸壁作高速往復(fù)運(yùn)動(dòng),以帶動(dòng)曲軸旋轉(zhuǎn)。因此,在柴油機(jī)各運(yùn)動(dòng)機(jī)件中,活塞和活塞環(huán)是最容易磨損的零件之一。因此,不管是常規(guī)檢查、保養(yǎng),還是中修或大修,只要分解到活塞組件,均需進(jìn)行一般性檢查,它主要有以下幾個(gè)方面。
1、活塞組件的分解
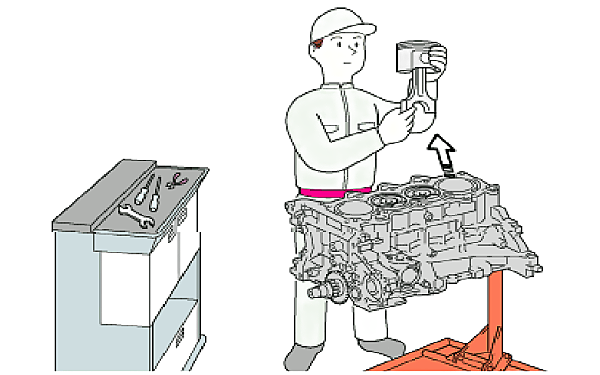
按照分解順序拆下氣缸體后,可從柴油機(jī)上取下活塞連桿組,如圖1所示。首先用尖嘴鉗施力夾住活塞銷(xiāo)擋圈槽內(nèi)的擋圈,將其取出。然后用螺絲刀或尖嘴鉗從另一個(gè)方向推出活塞銷(xiāo),小心取出活塞,此時(shí)要細(xì)心,不要損壞活塞的工作表面。通常情況下,活塞銷(xiāo)能被輕輕推出。如果活塞銷(xiāo)由于銷(xiāo)孔變形等原因難以取出時(shí),不要用錘子施力沖擊,更不能向連桿施加橫向力,避免造成連桿彎曲變形。正確的方法是:先用干凈的布頭墊在活塞下面,防止活塞銷(xiāo)擋圈等零件掉入曲軸箱內(nèi),然后用活塞銷(xiāo)專(zhuān)用拆卸工具頂出活塞銷(xiāo)。倘若沒(méi)有活塞銷(xiāo)專(zhuān)用拆卸工具,可在被頂出的一側(cè)持一適當(dāng)工具預(yù)先頂在活塞銷(xiāo)座處,再用小圓桿頂住活塞銷(xiāo),用手錘輕輕敲擊活塞銷(xiāo),直至其脫離活塞銷(xiāo)孔。
輕輕張開(kāi)活塞環(huán)開(kāi)口,直至活塞環(huán)內(nèi)圈大于活塞外徑,從開(kāi)口的相反方向取出第一和第二道活塞環(huán)。因?yàn)榛钊h(huán)材料較脆容易折斷,所以操作時(shí)要謹(jǐn)慎,最后取出油環(huán)組件。活塞環(huán)組件是重要的運(yùn)動(dòng)摩擦副零件,應(yīng)注意配對(duì)存放。
3、清除活塞表面積碳
活塞組件分解后,根據(jù)不同情況分別予以清洗或清潔處理。活塞頂部有積碳,需要用不尖銳的竹器刮片或非金屬刮片小心去除,有條件時(shí),可用專(zhuān)用清洗劑清洗。活塞環(huán)槽內(nèi)的積碳,可使用同機(jī)型的廢舊活塞環(huán)清除,但注意不要?jiǎng)潅钊砻妗?/span>
4、檢查活塞表面的磨損情況
檢查活塞外表面是否有擦傷和劃痕。如果活塞裙部呈白色,說(shuō)明該活塞磨損較輕微,可以繼續(xù)使用。倘若活塞表面有淺皮或輕微劃傷,而裙部有1/3處呈黑色,其表面有絲縷狀的磨痕,可用400”砂紙研磨修復(fù),再測(cè)量其它相關(guān)尺寸,沒(méi)有超過(guò)使用極限尺寸后,可以繼續(xù)使用。如果活塞裙部有1/2以上呈黑色,則表明活塞磨損嚴(yán)重,應(yīng)修理或更換。
檢查活塞環(huán)槽是否有偏磨,如果磨損嚴(yán)重,則予以更換。同時(shí)還應(yīng)注意檢查油環(huán)槽內(nèi)的回油孔是否通暢。因?yàn)椋缬铜h(huán)刮下來(lái)的潤(rùn)滑油不能通過(guò)環(huán)槽內(nèi)的回油孔下泄,就會(huì)造成潤(rùn)滑油上竄導(dǎo)致燒機(jī)油故障。否則,用高壓空氣清掃。
5、檢測(cè)活塞直徑
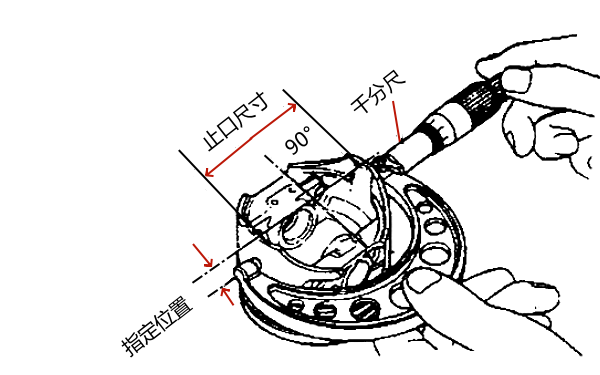
將活塞平放在工作臺(tái)面上,持千分尺在與活塞銷(xiāo)呈90°方向的活塞裙部下端的指定位置測(cè)定活塞外徑,如圖2所示。對(duì)于活塞裙部的指定位置,應(yīng)參照各機(jī)型柴油發(fā)電機(jī)使用維修手冊(cè)的規(guī)定。測(cè)量完活塞直徑后,再計(jì)算氣缸直徑尺寸,小于使用極限值必須予以更換。與活塞的配合間隙若大于使用極限值,應(yīng)更換或修理。
6、檢測(cè)活塞環(huán)閉口間隙
用活塞頭部將活塞環(huán)推入氣缸中,并保持活塞環(huán)的水平狀態(tài)(應(yīng)裝在磨損量最小的氣缸下部)。持塞尺片測(cè)量活塞環(huán)的閉口間隙,如果大于使用極限值,應(yīng)予以更換。
7、檢查活塞銷(xiāo)孔
持內(nèi)徑百分表測(cè)量活塞銷(xiāo)孔的內(nèi)徑。測(cè)量時(shí),應(yīng)在x、y方向上測(cè)量,將測(cè)量的最大值作為活塞銷(xiāo)孔的內(nèi)徑,若大于使用極限值,應(yīng)予以更換。
8、檢測(cè)活塞銷(xiāo)外徑
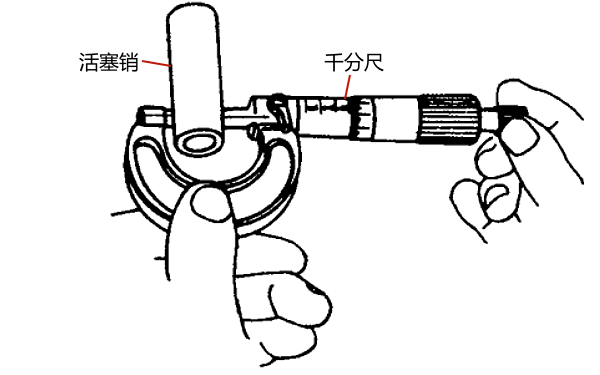
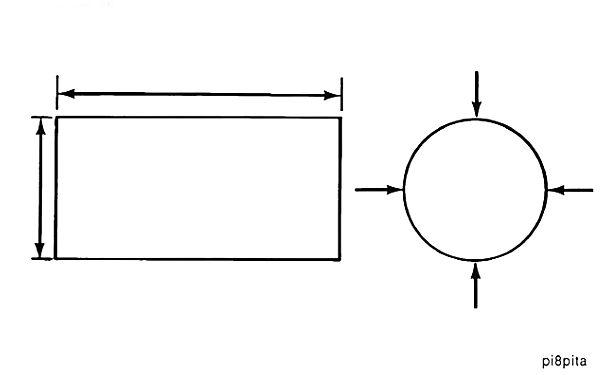
在活塞銷(xiāo)和連桿小頭摩擦的3個(gè)不同位置,如圖3所示;測(cè)量活塞銷(xiāo)的外徑,如圖4所示。如果小于使用極限值,應(yīng)更換活塞銷(xiāo)。測(cè)量時(shí),活塞銷(xiāo)孔的內(nèi)徑尺寸減去活塞銷(xiāo)的外徑尺寸即可得出其配合間隙的大小,若超過(guò)使用極限值,應(yīng)更換。此外,在測(cè)量四沖程柴油機(jī)活塞銷(xiāo)外徑時(shí),應(yīng)結(jié)合測(cè)量連桿小頭孔的尺寸,將連桿小頭孔的內(nèi)徑減去活塞銷(xiāo)的外徑,即可得出配合間隙。如果超過(guò)使用極限值,應(yīng)更換。
9、檢查活塞銷(xiāo)擋圈
一般情況下,擋圈使用一次后,再次裝配時(shí)應(yīng)更換。如果手中沒(méi)有需要更換的配件,可以通過(guò)觀察擋圈在自由狀態(tài)下的直徑及是否變形等情況,倘若自由狀態(tài)下的直徑大于活塞銷(xiāo)孔直徑3mm以上,且擋圈四周沒(méi)有明顯的變形和擠壓傷痕等缺陷,可以繼續(xù)使用,否則應(yīng)更換。
|
圖1 活塞組件拆卸示意圖 |
圖2 活塞外徑測(cè)定方法(千分尺) |
|
圖3 活塞銷(xiāo)外徑測(cè)量示意圖 |
圖4 活塞銷(xiāo)外徑和長(zhǎng)度測(cè)量位置點(diǎn) |
二、活塞的常規(guī)修理
對(duì)于在以上檢查過(guò)程中不符合技術(shù)要求的零件,有的已經(jīng)損壞,需要更換。而有的沒(méi)有完全損壞,但也沒(méi)有達(dá)到使用極限值,可以根據(jù)情況適當(dāng)修復(fù)。
1、活塞的修磨
有部分活塞由于柴油機(jī)吸入了少量的灰塵和細(xì)微雜質(zhì),使其裙部和氣缸內(nèi)壁產(chǎn)生了輕微的拉毛和擦痕,測(cè)量活塞裙部尺寸沒(méi)有超過(guò)使用極限值,可用600~800*的砂紙摩擦修整。
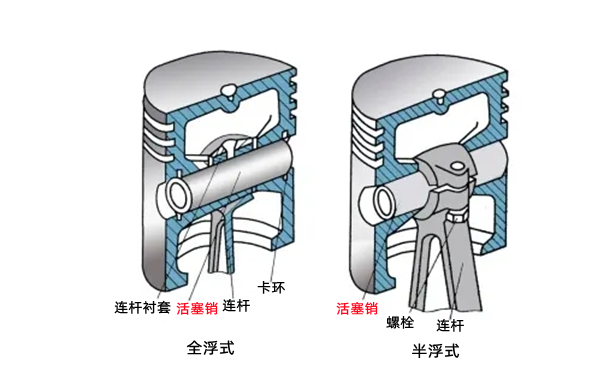
2、活塞銷(xiāo)孔的鉸削
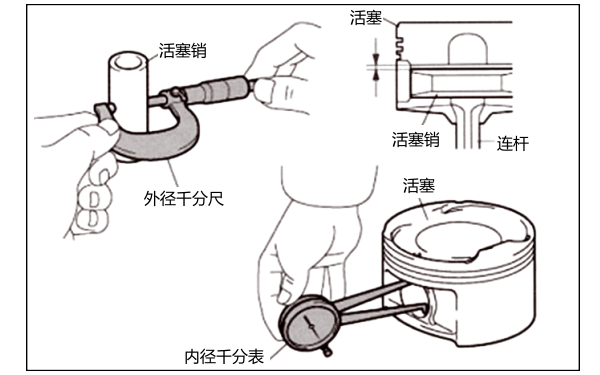
活塞銷(xiāo)分為全浮式和半浮式兩種結(jié)構(gòu),其位置如圖5所示。如果活塞銷(xiāo)孔經(jīng)過(guò)測(cè)量已經(jīng)磨損過(guò)量,新的活塞銷(xiāo)放進(jìn)去松曠,說(shuō)明該活塞已經(jīng)不能繼續(xù)使用,測(cè)量方法如圖6所示。由于部分制造廠生產(chǎn)的活塞配件,銷(xiāo)孔留有一定的加工余量。當(dāng)更換新活塞時(shí),應(yīng)先用活塞銷(xiāo)試配一下,在確認(rèn)活塞銷(xiāo)孔需鉸削后,可按以下工藝流程進(jìn)行鉸削:
(1)根據(jù)活塞銷(xiāo)孔的實(shí)際尺寸,選擇合適規(guī)格的活絡(luò)鉸刀,以保證兩孔的同軸度。將活絡(luò)鉸刀夾在臺(tái)鉗上,調(diào)整鉸刀,使刀片上端露出活塞銷(xiāo)孔,最好用0~25 mm的外徑千分尺測(cè)量鉸刀的最大刃口,以便于控制其鉸削量。
(2)鉸削時(shí),兩只手扶穩(wěn)活塞均勻輕壓施力,按順時(shí)針?lè)较蛐D(zhuǎn)。當(dāng)活塞銷(xiāo)下方與刀片下端接近平齊時(shí),兩手仍按順時(shí)針?lè)较虺戏酵瑫r(shí)提起,使活塞從鉸刀脫出,避免鉸偏或起棱。調(diào)換活塞方向,重鉸一次。一般每次的鉸削量以0.02~0.04 mm(鋁合金活塞)為宜。然后,將活絡(luò)鉸刀上的調(diào)整螺母旋轉(zhuǎn)60°~90°,為防止鉸削量過(guò)大,應(yīng)用活塞銷(xiāo)試配,當(dāng)接近配合要求時(shí),鉸削量要減小。只要用手指能將活塞銷(xiāo)推到銷(xiāo)孔的1/3處時(shí),則停止鉸削。
(3)對(duì)銷(xiāo)和孔是過(guò)渡配合的活塞,在鉸削完后,還應(yīng)熱裝試驗(yàn)。先測(cè)量活塞的裙部尺寸,然后將活塞放入機(jī)油中加熱到100~120℃,并保溫15 min左右,取出活塞迅速將活塞銷(xiāo)裝入銷(xiāo)孔中,待零件完全冷卻后,再次測(cè)量活塞裙部尺寸的變化情況,其活塞裙部的圓度不得大于0.03mm。若超過(guò),均屬配合過(guò)緊,可再略加鉸削。銷(xiāo)和孔為過(guò)渡配合的,裝配時(shí),應(yīng)將活塞加溫至80℃左右,再裝入活塞銷(xiāo)。
3、檢修活塞銷(xiāo)
如果活塞銷(xiāo)外表沒(méi)有任何傷痕和磨損痕跡,只要測(cè)量其外徑不超過(guò)使用極限值,均可繼續(xù)使用,常用機(jī)型的活塞銷(xiāo)尺寸見(jiàn)表2。對(duì)部分外表有輕微拉傷或燒傷痕跡的活塞銷(xiāo),可以用800*細(xì)砂紙輕輕打磨,且邊旋轉(zhuǎn)邊打磨,直至燒傷痕跡消失。如果經(jīng)過(guò)修磨不能消除傷痕,只有更換新的活塞銷(xiāo)。
|
圖5 柴油機(jī)活塞銷(xiāo)和銷(xiāo)孔位置圖 |
圖6 活塞銷(xiāo)孔徑和外徑、間隙測(cè)量 |
三、活塞環(huán)檢修
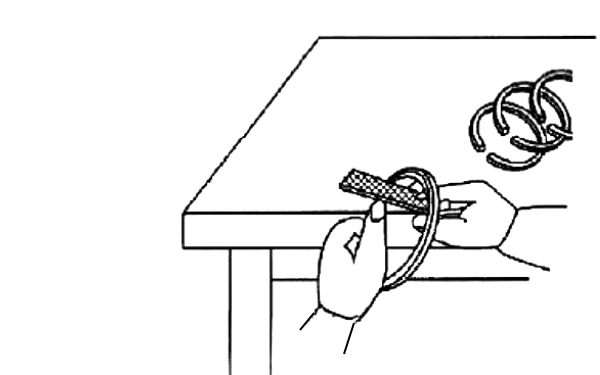
1、銼修活塞環(huán)端口
活塞環(huán)是運(yùn)動(dòng)摩擦副零件,如果已經(jīng)超過(guò)使用極限值,必須更換。通常活塞環(huán)除了有標(biāo)準(zhǔn)尺寸外,有的生產(chǎn)廠家提供了加大級(jí)的修理尺寸,每一級(jí)加大0.25 mm,其尺寸標(biāo)準(zhǔn)一般都在包裝盒內(nèi)。經(jīng)過(guò)鏜缸修理的氣缸,應(yīng)選用同一級(jí)別的活塞環(huán)與之相配合。若是更換新環(huán),要檢查端口間隙。如果閉口間隙太小,柴油機(jī)工作時(shí)受熱膨脹,其開(kāi)口部分可能會(huì)頂?shù)揭黄穑瑯O易導(dǎo)致漲缸故障。因此,當(dāng)檢查到閉口間隙不符合該機(jī)型使用說(shuō)明書(shū)標(biāo)準(zhǔn)值時(shí),要銼修端口,其操作方法,如圖7所示,在銼修過(guò)程中必須經(jīng)常檢查,防止端口間隙過(guò)大。常用機(jī)型活塞環(huán)開(kāi)口間隙可參考使用說(shuō)明書(shū)。通常情況下,活塞環(huán)的最小開(kāi)口間隙取值為0.0038×D(D為氣缸直徑),使用極限值為(0.0038×D)×2.5。經(jīng)過(guò)銼修的開(kāi)口應(yīng)平整,開(kāi)口合攏不能有偏斜的現(xiàn)象,更不允許有外喇叭口。銼修后,應(yīng)去掉端口間的毛刺,并作0.2~0.3 mm的圓弧倒角。
2、檢測(cè)環(huán)槽側(cè)隙
銼修好的活塞環(huán)經(jīng)清洗干凈后,還必須檢查活塞環(huán)的側(cè)隙磨損量是否符合標(biāo)準(zhǔn),如圖8所示。先將活塞環(huán)放在環(huán)槽內(nèi)作四周轉(zhuǎn)動(dòng),在不發(fā)卡、不呆滯的情況下,用塞尺規(guī)測(cè)量其間隙。
修理發(fā)電機(jī)組時(shí),如果說(shuō)明書(shū)沒(méi)有詳細(xì)說(shuō)明,一般可用經(jīng)驗(yàn)值作為參考。活塞環(huán)和活塞環(huán)槽的經(jīng)驗(yàn)值為:缸徑≤60mm,水冷機(jī)取≤0.03 mm,風(fēng)冷機(jī)取≤0.04mm,使用極限值為0.10mm;缸徑≥60mm,水冷機(jī)取≤0.04 mm,風(fēng)冷機(jī)取≤0.05 mm,使用極限值為0.12 mm。如果活塞環(huán)與活塞環(huán)槽之間最寬處和最狹處相差大于0.05mm時(shí),說(shuō)明環(huán)槽已嚴(yán)重變形,應(yīng)更換活塞。
如活塞環(huán)在清潔的環(huán)槽內(nèi)轉(zhuǎn)動(dòng)時(shí)有發(fā)卡現(xiàn)象,或測(cè)量其側(cè)隙小于0.02 mm時(shí),應(yīng)修磨。修磨時(shí),可將活塞環(huán)放在鋪有400*~600*細(xì)砂紙的平板上,用手均勻施壓,往復(fù)運(yùn)動(dòng)和旋轉(zhuǎn)運(yùn)動(dòng)相結(jié)合,運(yùn)動(dòng)軌跡呈“8”字形,且邊磨邊轉(zhuǎn)動(dòng)活塞環(huán)的方向,同時(shí)過(guò)一會(huì)兒要測(cè)量一下環(huán)的高度,避免磨得過(guò)多,直至符合標(biāo)準(zhǔn)值為止。
|
圖7 柴油機(jī)活塞環(huán)端口銼修 |
圖8 柴油機(jī)活塞環(huán)槽磨損示意圖 |
四、活塞組件的針對(duì)性檢查
針對(duì)性檢查,是指柴油機(jī)出現(xiàn)故障或懷疑存在某種故障時(shí),對(duì)其總成或分解后進(jìn)行的針對(duì)性檢查。
1、活塞壓縮高度的檢測(cè)
由于各型柴油機(jī)的壓縮比和承載的熱負(fù)荷不同,即使是直徑相同的活塞,在相關(guān)尺寸上也是有差別的。其中,活塞的壓縮高度是活塞零件中的一個(gè)重要尺寸,它會(huì)影響柴油機(jī)的壓縮比和點(diǎn)火提前角。因此,更換活塞時(shí)一定要測(cè)量活塞的壓縮高度。
2、檢查活塞頭部跳動(dòng)
活塞頭部一般比活塞裙部小約0.3~0.4 mm,主要是考慮到活塞頂部燃燒膨脹溫度較高的緣故。如果活塞頭部相對(duì)于裙部跳動(dòng)過(guò)大,會(huì)引起活塞在換向時(shí)與氣缸壁相碰,從而引發(fā)異響。為此,應(yīng)利用活塞下部的定位止口測(cè)量。
在活塞的結(jié)構(gòu)中,活塞裙部的下口有一個(gè)車(chē)出的止口,這是活塞加工的基準(zhǔn)。可車(chē)制一個(gè)平行塊規(guī)連同活塞件靠在一垂直塊的側(cè)面,將磁性百分表擱在活塞頭部(即第一道活塞環(huán)槽以上的外圓面)的最高點(diǎn)上不動(dòng),此時(shí)用手轉(zhuǎn)動(dòng)平行塊規(guī)(連同活塞)1周以上,并注意觀察百分表指針的讀數(shù)值。若活塞頭部的跳動(dòng)值超過(guò)0.05 mm,則說(shuō)明該活塞明顯存在加工缺陷,應(yīng)予以更換。
3、檢測(cè)活塞壁厚
活塞裙部是緊靠氣缸壁上下運(yùn)動(dòng)的,因此,要求活塞裙部的兩側(cè)面的壁厚均勻(相差不超過(guò)0.20 mm)。這樣,柴油機(jī)工作后,活塞裙部緊靠氣缸壁兩側(cè)的熱膨脹才會(huì)保持一致。測(cè)量時(shí),可以使用游標(biāo)卡尺測(cè)量。
4、檢測(cè)活塞頂部厚度
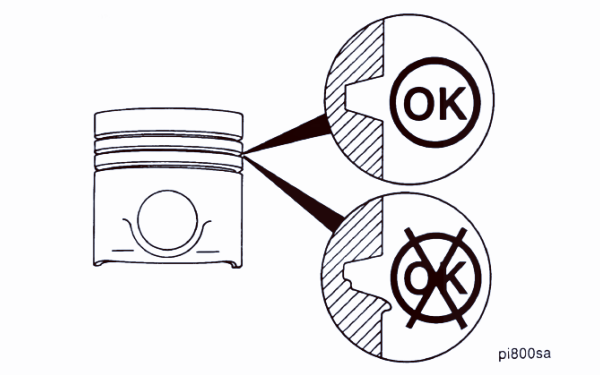
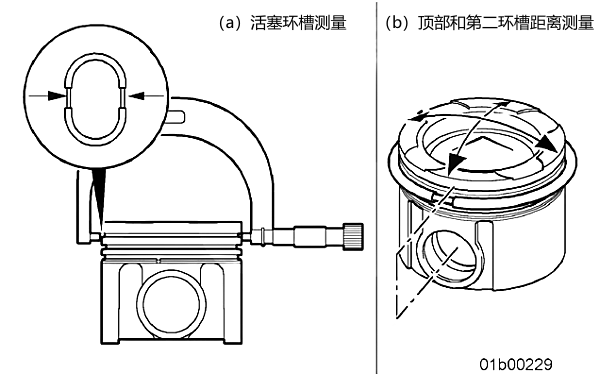
活塞的頂部厚度是承受燃燒爆炸壓力的部位,其頂部厚度尺寸非常重要,如果厚度尺寸過(guò)小,活塞頂部極易在高溫、高壓環(huán)境下受熱膨脹變形。測(cè)量時(shí),可以利用活塞銷(xiāo)孔為中心測(cè)量,有條件時(shí),車(chē)制一個(gè)中間帶孔(便于游標(biāo)卡尺的測(cè)量爪伸入)的平行塊規(guī)測(cè)量。用活塞的總高度減去活塞底部至活塞頂內(nèi)腔的尺寸,就可得到活塞頂?shù)暮穸取H绻钊敽穸刃∮?.5 mm,最好不要裝配使用。其步驟是使用活塞環(huán)槽磨損量規(guī)(零件號(hào) 3824846)和152 至177mm的千分尺檢查頂部環(huán)槽(壓縮環(huán))。當(dāng)活塞溫度在 21°C時(shí),分別在相隔 90 度的兩個(gè)位置測(cè)量頂部和第二環(huán)槽(跨棒距法),如圖9所示。
5、檢測(cè)活塞環(huán)槽寬度和底徑(即深度)
在柴油機(jī)工作過(guò)程中,活塞環(huán)與活塞環(huán)槽上下兩側(cè)面相接觸,如果環(huán)槽過(guò)寬或過(guò)窄,都會(huì)對(duì)活塞環(huán)的自由運(yùn)動(dòng)和密封性能產(chǎn)生一定的影響。而活塞環(huán)在作徑向運(yùn)動(dòng)時(shí),其活塞環(huán)槽的底徑與活塞環(huán)的內(nèi)徑又必須留有一定的間隙(即活塞環(huán)的背隙)。因此,應(yīng)對(duì)活塞環(huán)槽的寬度和底徑分別測(cè)量。
(1)檢測(cè)活塞環(huán)槽寬度
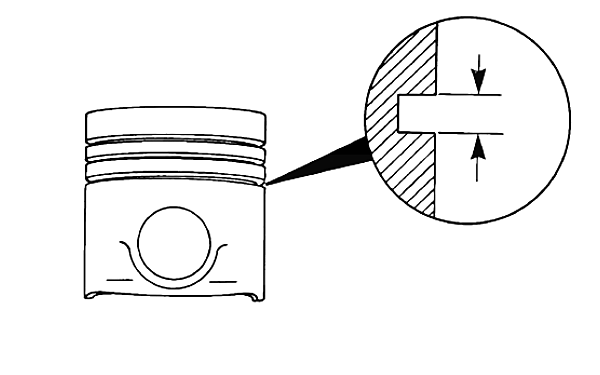
可用一新活塞環(huán)插入所要檢測(cè)的活塞環(huán)槽內(nèi)。然后持塞尺片插入活塞環(huán)與環(huán)槽之間,檢測(cè)其間隙,如圖10所示。如果測(cè)量的側(cè)隙過(guò)大,說(shuō)明活塞環(huán)槽寬度磨損嚴(yán)重,已超過(guò)使用極限值,應(yīng)更換活塞。
(2)檢測(cè)活塞環(huán)槽底徑(即深度)
由于活塞環(huán)槽寬度只有1 mm,一般測(cè)量卡尺伸不進(jìn)去,可將活塞環(huán)外圓嵌入活塞環(huán)槽底部,活塞環(huán)沉入環(huán)槽內(nèi)的數(shù)值即為其背隙,氣環(huán)背隙值為DK+0.5,油環(huán)背隙值為DK+1.5。其中,D為氣缸直徑;K為常數(shù),鋁合金活塞取0.006、鑄鐵活塞取0.004。考慮到實(shí)際測(cè)量比較困難,建議找一段長(zhǎng)度約為150 mm的電線,剝?nèi)ネ馄ぃ‰娋€中間的線徑為活塞環(huán)背隙值相近的銅芯線(約0.40~50mm),一頭彎成與活塞環(huán)槽底徑相同的圓弧狀,先墊在環(huán)槽內(nèi)。然后,將活塞環(huán)外圓抵到預(yù)先墊在環(huán)槽內(nèi)的銅芯線上,如果環(huán)的內(nèi)側(cè)面正好與活塞外圓面相平,測(cè)量墊在環(huán)槽內(nèi)的銅芯線尺寸即可。倘若環(huán)的內(nèi)側(cè)面高于活塞外圓面,可取出環(huán)槽內(nèi)的銅芯線,用小錘輕輕均勻拍打,使銅芯線直徑變細(xì),測(cè)量其直徑后,放入環(huán)槽內(nèi),再按以上方法檢驗(yàn),直至環(huán)的內(nèi)側(cè)面與活塞外圓面正好齊平。如果檢查結(jié)果正常,還需將活塞環(huán)沿著活塞環(huán)槽的四周滾動(dòng)一圈,如發(fā)現(xiàn)其背隙值有大有小,即可判定為活塞環(huán)槽底徑與裙部外徑不同心。若活塞環(huán)與環(huán)槽的背隙值差超過(guò)0.30mm,應(yīng)更換活塞。
|
圖9 柴油機(jī)活塞環(huán)槽測(cè)量 |
圖10 活塞環(huán)油環(huán)槽寬度測(cè)量 |
總結(jié):
在柴油機(jī)各運(yùn)動(dòng)機(jī)件中,活塞和活塞環(huán)(氣環(huán)、油環(huán))是最容易磨損的零件之一,活塞銷(xiāo)是受力最大的零件之一。因此在柴油機(jī)活塞組件更換時(shí)一定要進(jìn)行相關(guān)的檢測(cè),根據(jù)判定標(biāo)準(zhǔn)進(jìn)行判斷是否需要更換相關(guān)組件。另外,售后維修出現(xiàn)的故障現(xiàn)象往往十分復(fù)雜,應(yīng)由簡(jiǎn)單到復(fù)雜的邏輯進(jìn)行排查和維修,從而節(jié)約維修時(shí)間,提高維修效率。
----------------
以上信息來(lái)源于互聯(lián)網(wǎng)行業(yè)新聞,特此聲明!
若有違反相關(guān)法律或者侵犯版權(quán),請(qǐng)通知我們!
溫馨提示:未經(jīng)我方許可,請(qǐng)勿隨意轉(zhuǎn)載信息!
如果希望了解更多有關(guān)柴油發(fā)電機(jī)組技術(shù)數(shù)據(jù)與產(chǎn)品資料,請(qǐng)電話聯(lián)系銷(xiāo)售宣傳部門(mén)或訪問(wèn)我們官網(wǎng):http://www.nkcyfdjpj.cn




