

|
新聞主題 |
柴油機活塞銷的形狀和安裝方式 |
摘要:活塞銷的功用是連接活塞和連桿,承受活塞運動時的往復慣性力和氣體壓力,并傳遞給連桿。它的中部穿過連桿小頭孔,兩端則支承在活塞銷座孔中。活塞銷在高溫條件下承受很大的周期性沖擊負荷,且由于活塞銷在銷孔內擺動角度不大,難以形成潤滑油膜,因此潤滑條件較差。為此活塞銷必須有足夠的剛度、強度和耐磨性,質量盡可能小,銷與銷孔應該有適當的配合間隙和良好的表面質量。在一般情況下,活塞銷的剛度尤為重要,如果活塞銷發生彎曲變形,可能使活塞銷座損壞。
一、活塞銷結構和原理
1、工作原理
活塞銷在傳遞氣體壓力時,會分解出使活塞壓向汽缸壁的側向壓力,簡稱側壓力。作功時活塞裙部受到的側壓力較大,該面稱為主壓力面,壓縮時活塞群部的受力面稱為次壓力面。一般發動機的活塞銷座孔軸線與活塞軸線垂直相交,當壓縮行程結束、作功行程開始,活塞越過上止點時,活塞從沿著一側缸壁運動轉換到沿著另一側缸壁運動,此時活塞由次側壓力面受力突然變為主側壓力面受力,活塞對缸壁產生“拍擊”(俗稱敲缸),增加了發動機的噪聲,且破壞油膜,增加磨損,影響發動機的使用壽命。如果將活塞銷座孔軸線向主側壓力面偏移1~2mm,因銷座偏置,在接近壓縮上止點時,由于作用在活塞上的氣體壓力與連桿推力不同心而產生一個轉矩,在轉矩的作用下使活塞傾斜,裙部下端提前換向,而活塞在越過上止點后,連桿對活塞產生一個向左的側壓力,在側壓力的作用下,活塞以左下端接觸處為支點,頂部向左轉(不是平移),實現換向。
2、活塞銷材料及形狀
活塞銷在高溫下承受很大的周期性沖擊負荷。活塞銷的外圓表面與連桿小頭襯套的相對滑動速度不高,但一般潤滑條件較差,多為飛濺潤滑。因此,要求活塞銷有足夠的強度和剛度,表面應耐磨,內部應有較好的韌性和較高的抗疲勞強度。為了減少往復慣性力,活塞銷的重量要輕。活塞銷通常采用優質鋼材(20鋼)或合金鋼制造。其外表面要經過滲碳或氰化處理,然后精磨,以達到很高的表面光潔度和精度。為提高其抗疲勞強度,可將活塞銷內外表面同時進行滲碳淬火處理。
活塞銷的材料一般為低碳鋼或低碳合金鋼,如20、20Mn、15Cr、20Cr或20MnV等。外表面滲碳淬硬,再經精磨和拋光等精加工。這樣既提高了表面硬度和耐磨性,又保證有較高的強度和沖擊韌性。
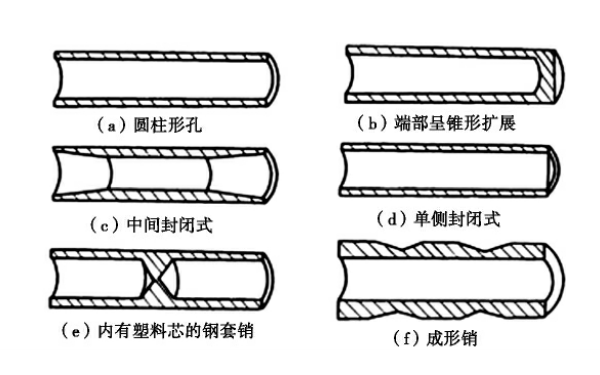
塞銷的結構形狀很簡單,基本上是一個厚壁空心圓柱。其內孔形狀有圓柱形、兩段截錐形和組合形。圓柱形孔加工容易,但活塞銷的質量較大;兩段截錐形孔的活塞銷質量較小,且因為活塞銷所受的彎矩在其中部最大,所以接近于等強度梁,但錐孔加工較難。
直通圓柱形孔和圓錐形孔的活塞銷〔圖1(a)、(b)〕質量較小;中間或單側封閉的活塞銷〔圖1(c)、(d))適用于二沖程發動機,內部有塑料芯的鋼套銷〔圖1(e)〕則可用于要求不高的汽油機,成形銷(圖1f)用于增壓發動機。
3、分類
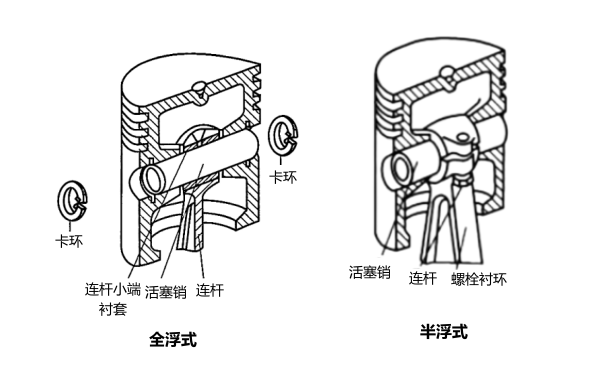
(1)全浮式結構
所謂全浮式活塞銷結構是指在發動機工作時,活塞銷在連桿小頭及活塞銷座中都能自由轉動。這種結構簡單,活塞銷的緩慢轉動有利于飛濺來的潤滑油分布于摩擦表面,使磨損減輕,沿活塞銷長度和圓周上的磨損可以比較均勻。為防止活塞銷軸向竄動拉傷氣缸壁,活塞銷的兩端裝有活塞銷卡環,卡環應裝入活塞銷座孔的槽內。
(2)半浮式結構
半浮式活塞銷結構是在發動機工作時,活塞銷和活塞銷座孔為間隙配合,而活塞銷與連桿小頭為過盈配合,活塞銷只能在銷座孔內浮動,銷座孔內無卡環,兩端小頭不必裝連桿襯套,活塞銷各部分磨損不均勻。
|
圖1 柴油發電機活塞銷形狀圖 |
圖2 柴油機活塞銷類型及其連接方式 |
二、活塞銷安裝和注意事項
1、安裝方式
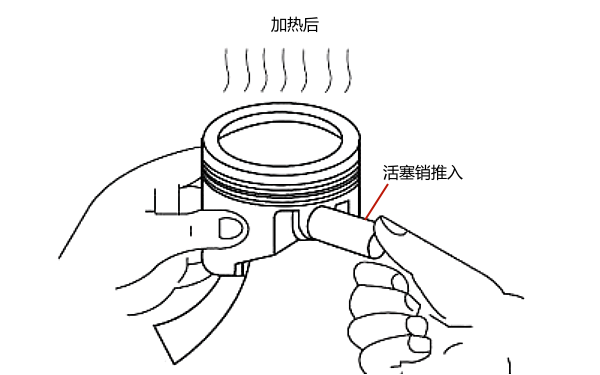
(1)加熱法
由于鋁活塞的膨脹系數大,為保證工作時活塞銷與銷座孔之間的間隙適當,在常溫時它們之間有一定的過盈。為了安裝方便和不損傷配合表面,通常將活塞放入水或油中加熱到一定的溫度(約70~90℃),再將活塞銷推入座孔中,如圖3所示。
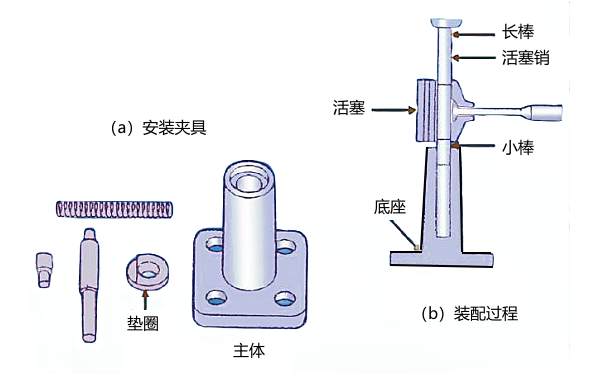
(2)壓裝法
將活塞銷放在軸承孔中,然后使用壓裝工具將活塞銷壓入孔中,如圖4所示。需要注意的是,壓裝時要均勻施力,避免出現偏斜或變形情況。
2、注意事項
壓裝完成后,需要對活塞銷和軸承孔進行檢查,確保其質量達到標準要求。
(1)工具準備:
在進行活塞銷壓裝工藝之前,需要準備好相應的工具,如壓裝工具、夾具等,以確保工藝的安全性和效率。
(2) 加工質量:
活塞銷和軸承孔的加工質量對工藝的成功與否至關重要。在加工過程中,需要嚴格按照要求進行加工,并進行質量檢查,以確保零件尺寸和加工質量符合要求。
(3)均勻施力:
在進行活塞銷壓裝時,需要保證施力均勻,避免出現偏斜或變形情況。如果施力不均勻,可能會導致活塞銷和軸承孔的損壞。
(4)安全措施:
在進行活塞銷壓裝工藝時,需要注意安全措施,如佩戴手套、護目鏡等。如果操作不當,可能會導致工傷事故的發生。
|
圖3 活塞銷壓入活塞銷座孔中(加熱法) |
圖4 柴油機活塞銷壓入裝配法 |
三、活塞銷的常見故障
1、故障現象
(1)活塞銷的磨損
① 原因
承受較大的交變負荷。
② 后果
柴油發電機活塞銷、活塞銷座孔及連桿襯套配合處相對磨損;活塞銷與活塞銷座孔、活塞銷與連桿襯套配合間隙增大。產生敲擊聲(銷子響)。
(2)活塞銷斷裂
① 原因
柴油發電機活塞銷質量不好,有裂紋。
② 后果
打壞汽缸體,造成事故。
2、活塞銷的檢驗與修理
(1)活塞銷磨損的測量與修復
先用經驗法手動檢查活塞銷的磨損情況。用一只手握住活塞,用另一只手將連桿順豎直方向上下移動,檢查活塞銷與活塞的配合是否正常。如稍許感覺到移動量,則應更換活塞及活塞銷。當無法確認磨損量是否影響使用,請按下列方法測量:
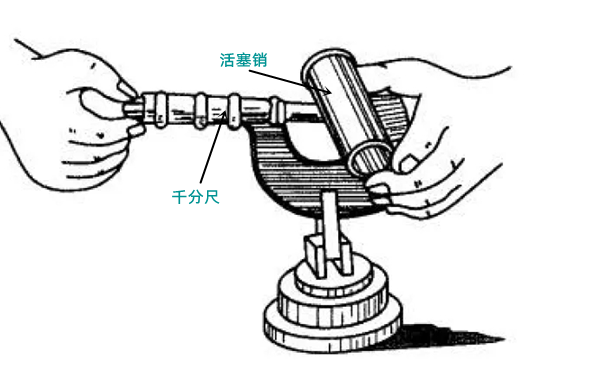
① 活塞銷外徑測量
活塞銷外徑檢查的方法應用千分尺測量,如圖5所示。測量時要測三個部位:兩頭和中間。每一部位所測得的任意兩相互垂直的直徑之差即為該部位的失圓度;三個部位上所測得的最大與最小直徑之差即為錐形度;其失圓度及錐形度一般不應大于0.005mm。
② 配合間隙測量
計算出活塞銷孔(或連桿小頭襯套)與活塞銷的配合間隙。如果配合間隙超過規定極限值,應鉸削或更換連桿小頭襯套,也可成組地更換活塞及活塞銷。活塞銷孔(或連桿小頭襯套)與活塞銷的配合間隙允許的極限值為一般為0.03mm。
③ 銷孔內徑測量
測量活塞銷孔內徑的方法,測量活塞銷孔內徑一般用游標卡尺,測量活塞銷外徑一般使用千分尺。為了測量準確,一般需在縱橫兩個方向上取點。
當徑向磨損大于0.5mm時,必須更換;當徑向磨損小于0.5mm時,可采用鍍鉻或鐓粗的方法修復(鐓:沖壓金屬板使其變形,不加熱叫冷鐓,加熱叫熱鐓)。
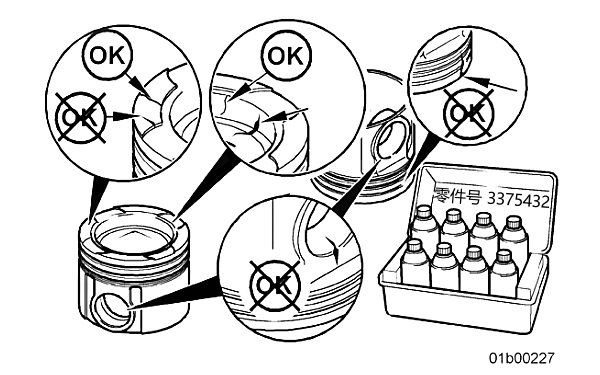
(2)活塞銷裂紋的檢驗方法
先將活塞銷清洗干凈,使用裂紋檢測套件(零件號 3375432)或等同工具檢查活塞碗、活塞冠或活塞銷孔有無裂紋,如圖6所示。如有裂紋、表面脫落或銹蝕嚴重等均應更換。
(3)活塞銷與銷座孔的修配
① 活塞銷除標準尺寸外,還有四級加大修理尺寸:+0.08mm、+0.12mm、+0.020mm、+025mm。
② 選配時應根據銷孔磨損以后的內徑,選用近似于內徑的加大柴油發電機活塞銷(一般比銷孔的內徑大0.025~0.05mm),如選用最大一級的加大柴油發電機活塞銷配合時仍感松曠,則應重選活塞。
③ 柴油發電機大修時,因選配的活塞是新的,因此,活塞銷應選配標準的,以便給以后的維修留有更換的余地。
④ 新選配的活塞銷錐形度和失圓度應不超過0.005mm,表面粗糙度不低于0.32,對多缸柴油發電機而言,各缸的活塞銷質量相差不得超過10g。
⑤ 柴油發電機活塞銷與銷座孔,在常溫(15~25℃)下,應有0.025~0.04mm的過盈量。
|
圖5 活塞銷外徑檢修方法 |
圖6 柴油機活塞銷孔裂紋檢測套件 |
總結:
柴油發電機活塞銷的作用是連接活塞和連桿小頭,并把活塞承受的氣體壓力傳給連桿。其工作條件承受大的沖擊載荷,其本身又作擺轉運動,潤滑條件很差。因此,要求活塞銷足夠的強度和剛度,表面韌性好,耐磨性好,重量輕。活塞銷主要由低碳鋼和低碳合金鋼制成,經滲碳淬火處理以提高硬度,精加工后進行磨光,有較高的尺寸精度和表面光潔度。
----------------
以上信息來源于互聯網行業新聞,特此聲明!
若有違反相關法律或者侵犯版權,請通知我們!
溫馨提示:未經我方許可,請勿隨意轉載信息!
如果希望了解更多有關柴油發電機組技術數據與產品資料,請電話聯系銷售宣傳部門或訪問我們官網:http://www.nkcyfdjpj.cn
- 上一篇:圖解曲軸飛輪組工作原理及結構名稱
- 下一篇:高電壓柴油發電機組的配電系統組成




