

|
零件裝配與結構組成 |
柴油機氣門導管的作用圖解和安裝位置 |
摘要:氣門導管是柴油機的重要零部件之一,他的質量和性能直接影響著柴油發電機的工作效率和壽命。由于需要承受高溫高壓和頻繁的運動振動,氣門導管的要求十分高,傳統的生產工藝不能滿足其復雜結構的要求。因此,粉末冶金成型成為一種高效、精密且經濟的生產工藝方式。粉末冶金是一種以金屬粉末為原料,通過粉末的均勻混合、成型、燒結等工藝過程,制備出高精度、復雜度高、耐用性好的柴油發動機零部件。
一、氣門導管基本構造和作用
1、氣門導管的作用
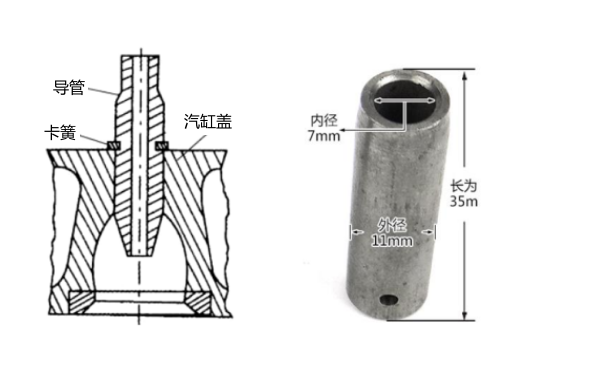
氣門導管起氣門的導向作用,使氣門能正確地座落在氣門座上,并將氣門的熱量傳遞出去,其構造和固定方法,如圖1所示。氣門導管一般制成獨立式的,然后再以少許公盈量壓入汽缸體或汽缸蓋上。氣門導管與氣門桿留有適當的間隙,間隙太大會使氣門擺動密封不好。由于氣門與氣門導管間的潤滑較為困難,所以其間隙也不能太小,否則,會增加兩者的磨損。
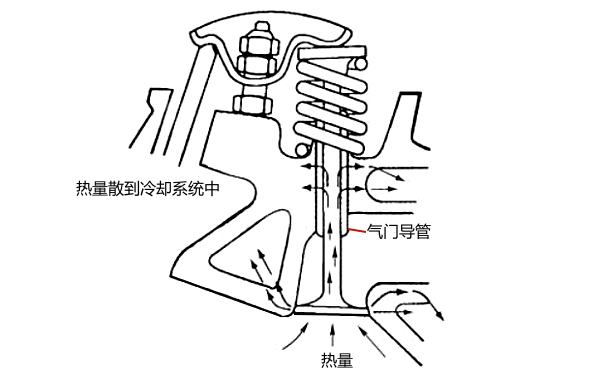
氣門導管是汽缸蓋內支撐氣門的孔,它相當于一個襯套,氣門桿可以在里面滑動。氣門導管是汽缸蓋的一部分,它幫助支撐和定位氣門,以便氣門能夠正確地落座。氣門導管也有散熱的作用,燃燒室內產生的熱量經過氣門后再傳遞給氣門導管,如圖2所示為一個氣門導管,并顯示了熱量是如何傳遞到氣門導管,再到汽缸蓋,最后傳遞給冷統的。
|
圖1 柴油機氣門導管位置圖 |
圖2 柴油機氣門導管作用圖 |
2、氣門導管間隙
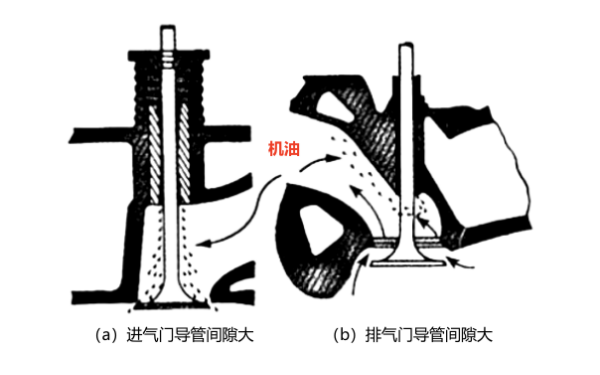
氣門桿與氣門導管之間的間隙十分重要。一般的,這個間隙在0.2~0.4mm之間。如果氣門導管磨損,間隙變大,可能會發生多種故障。氣門可能漏氣,導致空燃比發生變化;機油可能通過氣門導管泄漏,導致機油消耗增大;氣門也可能不能平穩地落座,導致氣門座快速磨損。圖3所示為機油是如何通過氣門導管的。在圖3(a)中,進氣門的導管間隙太大。因為進氣門產生的真空度,經過氣門導管的所有機油都將被吸入燃燒室中燒掉。在圖3(b)中,排氣門的導管間隙太大,機油將被吸到廢氣流中燒掉,然后與廢氣一起被排出。以上任何一種情況都會增大機油的消耗量,并且在廢氣中有燃燒過的機油。
3、氣門導管類型
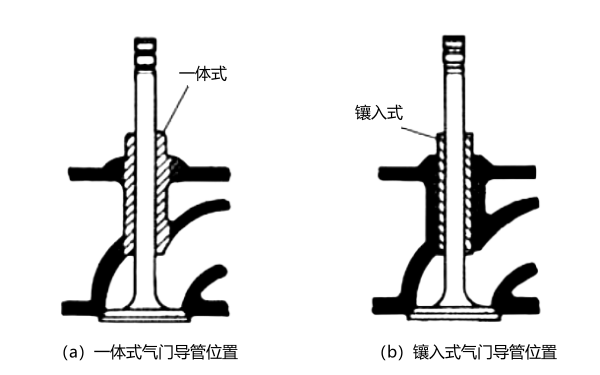
氣門導管有兩種類型:一體式和鑲入式。
(1)一體式導管在汽缸蓋中直接加工而成,如圖4(a)所示。
(2)鑲入式導管是一些壓裝在汽缸蓋內的小圓筒,如圖4(b)所示。
當氣門導管過度磨損時,鑲入式導管可以拆下來,換上一個新的鑲入式導管。但是,一體式導管不能這樣更換。
|
圖3 當氣門導管磨損時,機油會穿過 |
圖4 氣門導管類型結構圖 |
二、氣門導管加工工序
發動機氣門導管是分開的部件,氣門分進氣門,排氣門。導管分進排氣門導管。氣門導管內、外圓柱面經加工后壓入氣缸蓋或氣缸體的氣門導管孔中,然后再精加工鉸內孔,為防止軸向轉動,設有卡環定位槽,它與定位卡環配合便可防止工作時導管移動而落入氣缸中,氣門桿與氣門導管之間一般留有微量間隙,使氣門桿能在導管中自由運動,氣門導管工作溫度較高,潤滑較差,一般用含石墨較高的鑄鐵或鐵基粉末冶金制成,以提高自潤滑性能。氣門導管的工藝流程比較復雜,一般包括以下幾個步驟:
1、原材料精混
按照氣門導管的材料比例將各種金屬粉末混合均勻。這一步是最重要的環節,對于粉末混合的均勻性和成分配比的準確性有著非常高的要求。一般來說,原材料精混時需要對各種原材料進行預處理,將其清潔、烘干。
2、壓制成型
將經過精混的金屬粉末放置于模具中,加入一定的壓力進行壓制成型。在壓制成型的過程中,會根據氣門導管的設計要求和規格進行相應的調整。
表1 氣門導管壓制成型工序要求
|
工序
|
潛在失效模式
|
潛在失效機理
|
潛在失效原因
|
|
成型
|
裂紋
|
成品使用性能散失
|
掉落
|
|
密度差大
|
|||
|
密度大、小
|
影響刀壽
|
粉末填充過多、小
|
|
|
密度檢查錯誤
|
3、燒結處理
將壓制成型的零件放置于高溫下燒結,使得金屬顆粒之間發生冶金反應,形成致密的金屬結構。這一步工藝非常重要,影響著氣門導管的質量和性能。
表2 氣門導管燒結工序要求
|
工序
|
潛在失效模式
|
潛在失效機理
|
潛在失效原因
|
|
燒結
|
組織擴散不足
|
使用性能下降,造成發動機功率 下降
|
熱電偶異常,燒結溫度低
|
|
溫度計異常
|
|||
|
燒結時間短
|
|||
|
溫度設定錯誤
|
|||
|
硬度高
|
加工想能異常、氣門桿磨損
|
燒結溫度高
|
|
|
燒結時間長
|
|||
|
硬度低
|
使用性能下降
|
燒結溫度低
|
|
|
燒結時間短
|
|||
|
強度低
|
壓裝過程易發生斷裂
|
成品氧化或脫碳
|
|
|
燒結溫度低 @取金教程〉
|
|||
|
燒結時間短
|
4、后處理
經過燒結處理的粉末冶金氣門導管需要進行后處理,例如鉆孔、車削等工藝,以達到更高的精度和質量要求。
三、氣門導管的性能要求與常見問題
1、氣門導管要求
(1)具有良好的磨損性能及抗磨損性能;
(2)具有良好的匹配性能,能滿足不同氣門桿部的表面處理要求(氮化,鍍鉻等)
(3)具有良好的自潤滑性能及儲油性能;
(4)具有良好的機加工性能。
2、為什么會漏氣?
孔隙是粉末冶金材料固有的特性,當毛坯的密度為6.8g/cc時,孔隙率約為12~13%之間,其中貫通孔隙占總孔隙的90~95%。由于以上孔隙的存在,針對導管施加一定的壓力空氣,就會產生漏氣的現象。
3、為什么要以導管孔為中心進行組合加工?
氣門座圈工作錐面對導管孔的跳動大小直接影響氣門與座圈的密封質量,進而影響發動機的性能。保證氣門座圈與氣門導管加工同軸度等重要位置度公差的需要,避免漏氣造成發動機功率下降,有效避免成品壓入缸蓋時產生的微變形等隱性缺陷。
4、為什么要考慮氣門間隙?
氣門間隙過小,易導致氣門運動不順,出現卡滯,氣門與導管之間潤滑不良,導致異常磨損氣門間隙過大,一方面會導致氣門桿的熱傳導能力下降,空氣和機油易被吸入燃燒室,引起怠速,機油耗增加,積碳嚴重另一方面,會導致氣門桿和導管的導向作用下降,不能保證氣門落座時與氣門座圈的同心造成漏氣,影響發動機功率。
四、氣門導管密封件的安裝
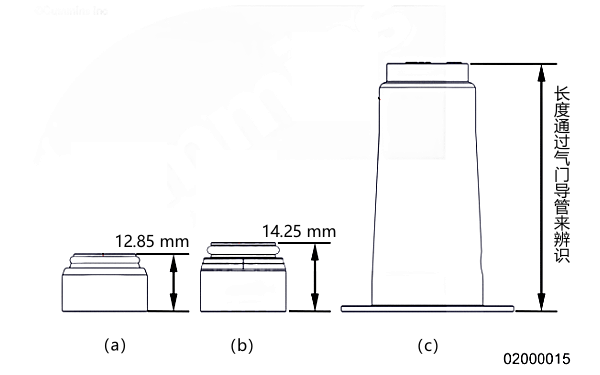
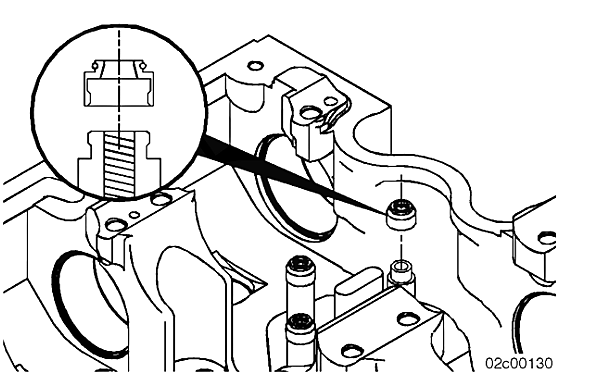
拆卸氣門導管之前,需要先將發動機的電源斷開,以免發生意外。然后,需要將氣門蓋板拆下來,以便更好地接近氣門導管。接下來,需要使用扳手或者扳手套筒拆下氣門導管上的螺母,然后輕輕拆下氣門導管。康明斯柴油發電機用的氣門桿油封規格如圖5所示,三種密封件安裝方法如圖6所示。
1、帶槽的氣門導管密封件
與帶槽氣門導管相配的密封件有兩個疊起。在 2000 年 5 月 15 日至 2002 年 2 月底生產的康明斯柴油發動機上,進氣門及排氣門有獨立帶有顏色編碼的氣門導管密封件。進氣門導管密封件帶有黃銅色的環狀螺旋彈簧并且橡膠部分有三個凸點;排氣門導管密封件帶有白銀色的環狀螺旋彈簧并且沒有凸點。在 2002 年 3 月以后生產的康明斯柴油發動機上,進氣門及排氣門導管只有一種氣門導管密封件。
安裝方法:徒手將進氣門導管和排氣門導管密封件卡入到氣門導管的槽中。
2、不帶槽的氣門導管密封件
(1)確保在安裝不帶槽的氣門導管密封件前,氣門彈簧導管已經拆下。
(2)使用未經改制的氣門密封件安裝器(康明斯零件號為3163294)安裝氣門導管密封件。安裝后,密封件安裝器必須與缸蓋接觸。這樣能使氣門導管密封件安裝正確。為避免發動機和/或刀具損壞,不要使用維修工具安裝帶有集成氣門彈簧導管的氣門桿密封件。
3、帶一體式氣門彈簧導管的氣門桿油封
(1)帶一體式氣門彈簧導管的氣門桿油封需用手安裝,不要使用安裝工具。
(2)將氣門桿密封件置于氣門導管上方,用手將密封件推到位,直到氣門彈簧導管牢固地靠著氣缸蓋。
|
圖5 康明斯柴油機氣門桿油封規格 |
圖6 柴油機氣門桿油封裝入導管 |
總結:
粉末冶金成型是一種高精度、高耐用性、高經濟性的生產工藝方式,適用于制備形狀復雜、精度要求高的氣門導管。粉末冶金過程中只需加工曲線工件,不需要鈑金或鍛件加工,相比較于鍛造、鑄造等加工方式,粉末冶金工藝能夠更好地減少碳排放和能源消耗。隨著粉末冶金技術的不斷進步和發展,越來越多的機械零部件將會產生采用粉末冶金成型的趨勢,推動整個制造業向高效、經濟、精密、可持續方向不斷發展。
----------------
以上信息來源于互聯網行業新聞,特此聲明!
若有違反相關法律或者侵犯版權,請通知我們!
溫馨提示:未經我方許可,請勿隨意轉載信息!
如果希望了解更多有關柴油發電機組技術數據與產品資料,請電話聯系銷售宣傳部門或訪問我們官網:http://www.nkcyfdjpj.cn




