

|
新聞主題 |
柴油發電機曲軸同心度的檢驗與調整 |
摘要:曲軸在分解和組裝后都必須檢驗其同心度,分解前檢驗主要是為了掌握情況,以便于修理。裝配后檢驗主要是為了檢查裝配質量。在正常情況下,分解后的曲軸,若按各種技術要求把曲軸的各個部件裝回原來的位置,每個曲柄的兩個端面都保持清潔光滑,且每個螺栓按技術說明書規定的扭矩上緊,其同心度能夠符合技術要求。
一、曲軸的磨損分析
曲軸是柴油機中非常重要的零部件之一,用于將活塞和連桿傳來的氣體力轉變為轉矩輸出,以驅動與其相連的動力工具,如飛輪和前端皮帶輪等,此外還驅動柴油機本身的配氣機構及其各種運動附件。因此可以說曲軸的旋轉是柴油機的動力源,也是整個機械系統的源動力。曲軸的基本結構由每個曲軸由主軸頸(安裝在主軸承部位)、連桿軸頸(與連桿大頭相連部位)、曲柄及平衡鐵所組成。
曲軸運轉中,主軸頸與軸瓦、連桿軸頸與連桿大頭瓦之間由于相對運動而產生磨損。根據曲軸的工作特點和失效特征分析可知,磨損是曲軸的主要失效形式[],曲軸的主軸頸和連桿軸頸都存在不同程度的磨損。連桿軸頸的徑向不均勻磨損會引發連桿軸頸軸向的不均勻磨損,可導致連桿軸頸成錐形,主軸頸的不均勻磨損會降低主軸頸的同軸度,往往造成曲軸的斷裂,也會使軸頸表面出現擦傷和燒傷現象。曲軸連桿軸頸的磨損量可通過圓度誤差和直徑大小來確定。
二、檢驗步驟
若不按規定裝配曲軸,則會導致同心度過大,當同心度超過技術說明書規定的極限值時,裝配后的柴油發電機在運轉時,就會工作不穩定,嚴重時會造成曲軸折斷的事故。曲軸裝配后出現不同心的主要因素是各個曲柄兩端面不平整或各個螺母扭矩不一致所造成。曲軸同心度的檢驗方法如下:
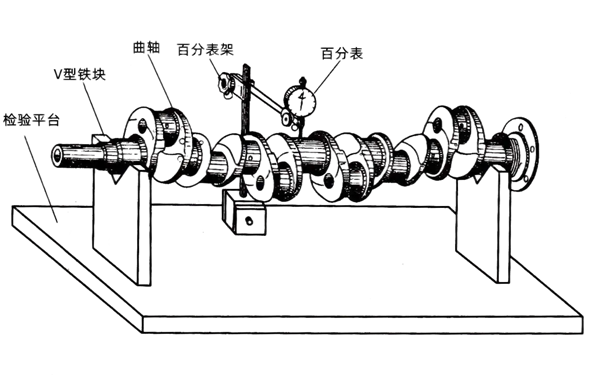
1、曲軸組裝完畢后,套上主軸承外圈的前后兩擋主軸承擱置在v形鐵上。
4、采用同軸度儀進行測量
檢查前需清洗主袖承座孔,并以規定扭矩緊固軸承蓋。檢查儀以前后兩軸承座孔定位,心軸可沿兩個定位套滑動或轉動。檢查時,將心軸沿軸向移動,測量觸頭在不同座內所測數值即為各座孔相對煎后兩座孔的同軸度。國家際準規定:凡能用減磨合金補償同軸度誤差的.以氣缸體兩端曲軸軸承座孔公共軸線為基準,聽有曲軸軸承座孔同軸度公差為必0.15mm ,無上述儀器時,主軸承座孔的同軸度誤差也可用檢驗桿(可用杠桿代替)和塞尺來測量即將檢驗桿插入座孔中,用塞尺測出各座孔與檢驗桿之間的間隙值即為同軸度誤差值。
三、曲軸同心度的調整
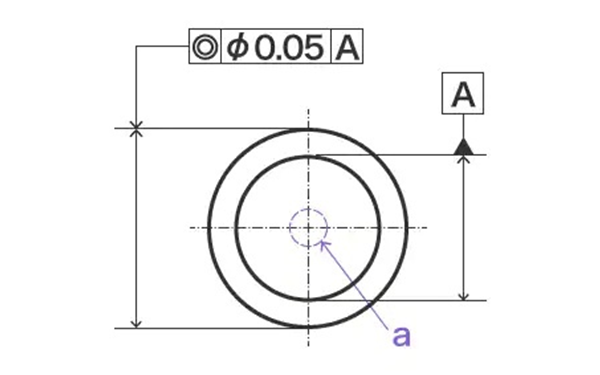
同心度其實是同軸度的一種特殊形式,往往不單獨列出,所以其標注符號與同軸度是一樣的。兩者的不同在于,同心度的基準要素為圓心點,而不是軸線,如圖2所示,圖中的形體控制框中的內容表示的是標示箭頭所指的圓柱軸線,必須位于以基準圓心點為圓心、直徑為0.05mm的圓中。而同軸度基準A位于直徑標注線上,意味著基準要素為回轉體的軸線。標示箭頭所指的圓柱軸線,必須位于以基準軸線A為軸線。
在曲軸同心度的調整中,當中間兩個連桿軸頸旋轉到上方位置時,如果百分表讀數較大,說明曲軸向上彎曲,這時應擰緊長螺栓;反之,若百分表讀數很小,說明曲軸向下彎曲,這時應旋松長螺栓。要求長螺栓的擰緊力矩不得小子120N·m,最大不超過250N·m。在一般情況下,曲軸經過上述調整后,可以達到規定的技術要求。但若經調整仍然達不到技術要求時,應對曲軸重新進行分解檢查。
|
圖1 曲軸彎曲和扭曲檢測方法示意圖 |
圖2 曲軸同心度圖示法 |
----------------
以上信息來源于互聯網行業新聞,特此聲明!
若有違反相關法律或者侵犯版權,請通知我們!
溫馨提示:未經我方許可,請勿隨意轉載信息!
如果希望了解更多有關柴油發電機組技術數據與產品資料,請電話聯系銷售宣傳部門或訪問我們官網:http://www.nkcyfdjpj.cn




