

|
技術維修與康明斯知識 |
柴油發電機氣門座的檢查、鉸削和研磨方法 |
摘要:氣門座是影響柴油發電機可靠性,安全性的關鍵零部件之一。由于工作環境十分惡劣,氣門座的磨損失效是不可避免的,其磨損后直接影響柴油發電機的的輸出功率,工作性能及服役壽命。康明斯公司在本文分析氣門座磨損失效原因的基礎上,提出了康明斯發電機組氣門座的正確維修方法。
一、氣門組的拆卸與清潔
氣門常見故障原因是氣門在開啟和關閉運動中,由于氣門與氣門座的相互撞擊,使其工作面起槽、變寬。尤其排氣時常受高溫氣體的沖刷,還會使工作面氧化燒蝕出現斑點和凹槽。氣門桿在外力的強烈沖擊和高溫燒蝕下彎曲變形,或氣門間隙過小及其它機械故障,氣門桿與導管配合產生磨損,失去了氣門桿與接觸環帶部分的同心度,導致氣門頭不能很好地落入氣門座中而漏氣。
氣門組在組裝完畢后,彈簧處于預緊狀態,如拆卸不當,彈簧彈出會擊傷人體,因此在拆卸氣門組時必須使用專門的氣門彈簧拆卸器進行規范操作,方能保證安全拆卸氣門組。拆卸時使用彈簧拆卸器將彈簧座連同已被預緊的彈簧一起壓下,使鎖銷處于自由狀態可方便取下。然后再將彈簧座連同彈簧一起慢慢放松,直至彈簧處于完全放松的自由狀態,即可輕松取出彈簧座、彈簧和氣門。拆卸后應對整個氣門組進行清理,其步驟如下:
1、使用墊片鏟刀,從汽缸體接合面清除所有墊片材料。
2、使用鋼絲刷,清除燃燒室積碳。
3、使用氣門導管襯套刷和溶劑,清潔所有氣門導管。
4、使用軟毛刷和溶劑,徹底清潔汽缸蓋。
5、清潔氣門,使用墊片鏟刀,鏟掉氣門頂部的積碳,使用鋼絲刷,徹底清潔氣門。
二、氣門與氣門座技術狀態檢測
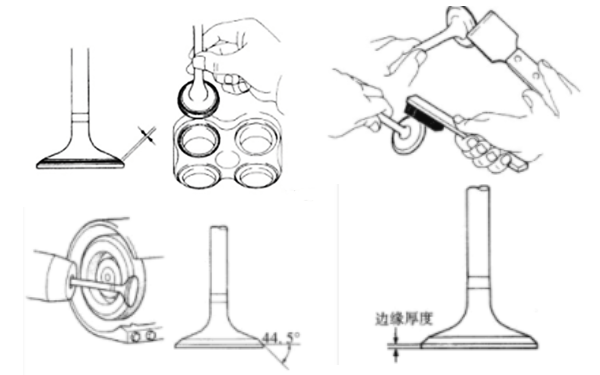
1、氣門質量檢查
氣門座的磨損主要是磨料磨損和由于沖擊負荷造成的硬化層疲勞脫落,以及排氣門座受高溫燃燒氣體的腐蝕和燒蝕。氣門座磨損后工作面加寬,氣門關閉不嚴,氣門密封性降低。檢修時,首先使用鐵刷清洗氣門,再檢查氣門的磨損和損壞。
① 檢查氣門頭部和桿的彎度,氣門桿端部變形或磨損時進行修正,修正值必須是最小值。
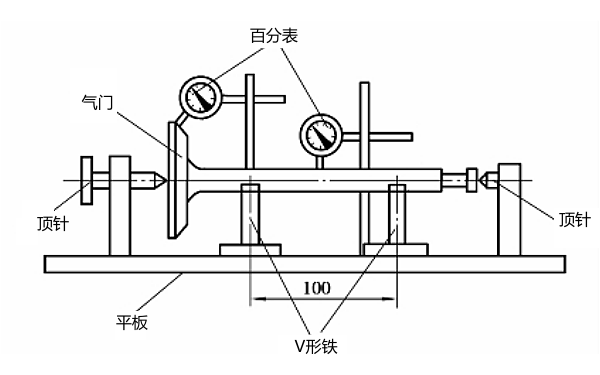
步驟如圖1所示,使用千分表和V形架,測量氣門桿彎曲度。檢查時,氣門桿支承在兩個距離100 mm的V形架上,然后用千分表檢查氣門長度的1/2處即為彎曲度。超過允許限度,應用手壓機校正。
② 氣門厚度小于極限值時更換氣門。在維修時,要檢驗每個氣門桿尾端有無偏搖、磨損和彎曲。
氣門桿尾端偏斜使用限度:進氣門為0.1 mm,排氣門為0.1 mm。
③ 檢查每個氣門的工作面和桿有無磨損、燒毀或變形,如有必要應進行更換。
測量氣門頭厚度標準值:進氣門為1 0 mn,排氣門為1 5 mm。使用限度:進氣門為0.7 mm,排氣門為1.0 mm。
2、氣門座質量檢查
(1)檢驗氣門座與氣門的接觸面寬度
這個寬度高速柴油機要求以1.5~2.5mm為合適。寬度過小,則氣門與氣門座接觸差、導熱差,甚至漏氣;寬度過大,則容易堆積炭渣和氣門關閉不嚴,使接觸面燒蝕而漏氣。
(2)氣門座位置尺寸的檢查
在氣門座中放入合格的進、排氣門,用深度千分尺測量氣門最高部位距氣缸蓋下平面的距離,應保持在規定的極限值內。該極限值的規定按制造廠的技術文件規定執行。
(3)氣門頭工作面接觸印痕配合寬度
標準配合寬度為1.3~1.5mm,印痕狀況為連續無間斷環形印痕(進、排氣門規定相同)。其檢查方法一般是在氣門座上均勻地涂一層紅丹油,用氣門研磨工具使氣門座與氣門頭旋轉研配,就能得到各氣門的接觸印痕。各氣門配合面得到的接觸印痕必須符合規定。
(4)檢查氣門座工作面
檢查其有無燒蝕、斑點、裂紋和溝槽,
|
圖1 氣門彎曲及外斜度檢查 |
圖2 氣門座檢查示意圖 |
三、氣門座的修復
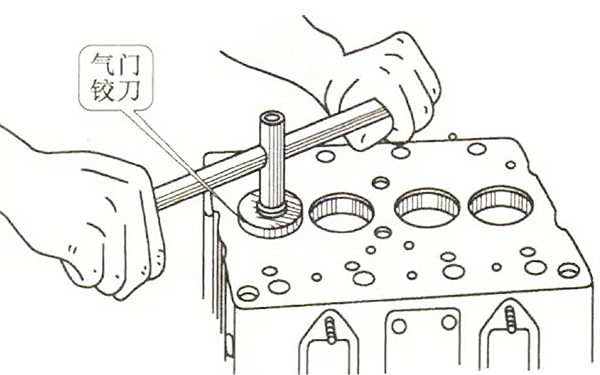
1、氣門座的鉸削
鉸削適用于軟質氣門座,通常用氣門座鉸刀進行(如圖3所示)。一副氣門座鉸刀的角度一般為15°、30°、45°、75°(或60°)四種。30°和45°的鉸刀又分為粗刃和細刃兩種。一般粗刀刃上帶有齒形,用它作初步的鉸削,當鉸削到一定程度時,再用細刃鉸刀進行精細加工。
(1)用第一把45度的鉸刀修整氣門座粗糙的接觸表面。
(2)用第二把15度的鉸刀修整氣門座,并使45度鉸刀修整的座面周界變為規定值。
(3)再用第三把60度鉸刀修整氣門座,使45度鉸刀修整的座面寬度達到規定值。
(4)最后用第一把45度鉸刀刮去使用15度和60度鉸刀修整氣門座時產生的毛刺。
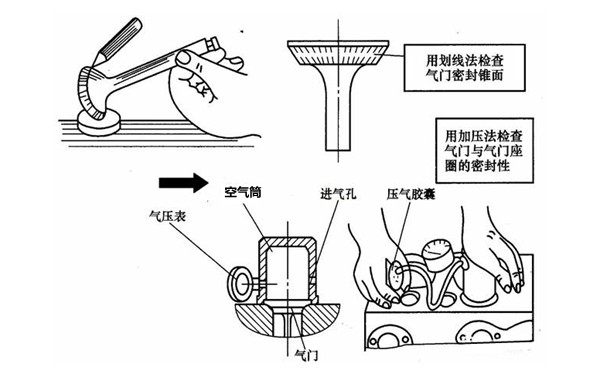
2、氣門座的研磨
研磨的判斷條件除了采用氣壓法外,也可采用劃線法(如圖4所示),用鉛筆在氣門工作面上劃若干條分布均勻的素線,然后將氣門插入氣門座內,輕敲或轉動,取出氣門觀察所畫素線是否均勻切斷,如果有線條未被切斷則表明密封不嚴,需進行研磨。研磨可分為機器研磨和手工研磨兩種。
(1)手工研磨工藝:
先將相關部位清潔干凈;然后在氣門工作面上涂一層粗氣門研磨砂,將氣門桿上涂些機油后,將其插入導管內;用手捻轉氣門捻子,進行研磨,當氣門與氣門座的工作面出現一條較整齊且無斑痕、無麻點的接觸環帶時,將粗研磨砂洗去換用細氣門研磨砂繼續研磨。當氣門工作面出現一條整齊、灰色無光的環帶時,洗去細砂,涂上機油再研磨幾分鐘即可。
(2)專用工具研磨
① 粗磨
即在研磨工具上涂上較粗的研磨膏進行研磨,以研磨去刀痕或波紋;
② 細磨
即在研磨工具上涂上較細的研磨膏進行研磨,以研磨出連續無間斷的環形工作面;
③ 清理
清理氣門座上的研磨膏,并用紅丹油對工作表面進行檢查。應得到連續不間斷、寬度均勻的環形印痕。
|
圖3 氣門座手工鉸削示意圖 |
圖4 氣門座研磨步驟圖 |
四、氣門座圈的更換
氣門座圈凹陷深度超限、 氣門座圈松動和裂紋破損等, 均需 要更換。 氣門座圈的結構形式主要有外圓是圓柱形、 圓錐形和帶 螺紋的三種。結構不同更換時的方法也就不同。目前,常用的是 前二種, 而小型高速柴油機一般都采用外圓是圓柱形的。 下面對 此結構形式的氣門座圈的更換作以介紹。
為了保證柴油機工作中氣門座圈不脫落, 與氣缸蓋結合良好 便于散熱,氣門座圈與氣缸套采用過盈配合。當采用冷鑲時,其 配合過盈量為0.04?0.12 mm采用熱鑲時,其配合過盈量0.20?0.25 mm。其座圈外圓的圓度和圓柱度不應大于 0.02 mm。
由于氣門座圈與氣缸蓋座圈孔是過盈配合的, 因此,在更換 拆卸氣門座圈時, 要用專用的氣門座圈拆卸工具進行拆卸。 將工 具拉爪放入座圈內, 視拉爪尖對準座圈高度的 1/2 處,用一只手 扶住拉爪座,一只手轉動鎖緊手柄,使三個拉爪頂進座圈,然后 扳動螺母, 座圈就隨螺桿上升而拉出。 只要氣門座圈內徑比氣缸 蓋上進氣或排氣通道孔徑小 2 mm以上的,或緊靠氣門座圈的孔 壁上銑了兩個圓弧形缺口的都可以用氣門座圈拆卸器(或稱拉馬)拉出。在沒有專用工具的情況下,可利用報廢的舊氣門拆卸氣門座圈也比較方便。 方法是,取一舊氣門將頭部外緣直徑磨小, 略小于氣門座圈內孔,再對稱挖去兩塊材料。然后,在需要拆卸 的座圈內孔邊緣上點焊一些材料(兩個焊點必須對稱),使氣門 通過挖去的缺口能進入氣門座圈內為準。 將舊氣門相對氣門座圈 轉一個角度, 使氣門頭部端面抵著氣門座圈上的焊點材料, 然后 用手錘敲擊氣門桿端部, 把氣門座圈打出。 也可用在氣門座圈內孔攻螺紋的辦法進行拆卸。 先用絲錐攻出螺紋, 再旋入帶螺紋的銃具,從另一端將氣門座圈打出, 注意千萬不要用絲錐打出氣門座圈,因絲錐淬火后硬度較高、較脆,容易損壞。
對于過盈量較大的氣門座圈, 或本來就要求熱鑲的座圈, 可 將氣缸蓋(一般是鋁缸蓋)在機油中加熱到 150?180 C,然后 再將需要更換的氣門座圈打出。
舊氣門座圈打出后, 應對新氣門座圈仔細擦拭干凈, 與舊氣門座圈作比較,檢查壓入氣缸蓋后氣門的凹陷深度是否有保證; 檢查氣門座圈與氣缸蓋氣門座圈孔的過盈配合量是否合格等。 然 后涂少許機油, 用專用銃具將新氣門座圈壓入或打入氣缸蓋座孔內。打入時為了避免歪斜, 最好采用帶有定心桿的專用銃具打入。
注意:利用舊氣門作為打入氣門座圈的工具是不對的,即使氣門座圈與座孔的配合過盈量不是很大, 但因氣門上的 力是通過錐面作用在氣門座圈上的,有使氣門座圈膨脹的趨勢, 所以裝起來很費勁,容易將氣門座圈損壞。配合過盈量在0.20? 0.25 mm的氣門座圈壓入時,須將氣缸蓋放在烘箱內均勻加熱, 當溫度達到350?400 C,再迅速壓入氣門座圈,然后包以石棉 布使之緩冷。 此外, 還可以用干冰或液態氯使氣門座圈冷卻后再進行裝配。
----------------
以上信息來源于互聯網行業新聞,特此聲明!
若有違反相關法律或者侵犯版權,請通知我們!
溫馨提示:未經我方許可,請勿隨意轉載信息!
如果希望了解更多有關柴油發電機組技術數據與產品資料,請電話聯系銷售宣傳部門或訪問我們官網:http://www.nkcyfdjpj.cn
- 上一篇:氣門挺柱、推桿、搖臂和凸輪軸檢驗方法
- 下一篇:柴油發電機組帶負載試驗步驟與檢測報告




