

|
新聞主題 |
柴油發電機氣門彈簧的拆卸工具和修復方法 |
摘要:氣門彈簧則大多由中碳鉻釩鋼絲或硅鉻鋼絲制造而成,使彈簧擁有足夠的剛性和抗疲勞強度,以承受頻繁的壓縮負載及保持合適的彈力。在氣門彈簧的使用過程中,會常發生一些故障,本文講述氣門彈簧在高溫和周期性高頻交變力的長期作用下,產生磨損和變形等故障的修復和拆卸方法。
一、氣門彈簧拆卸方法
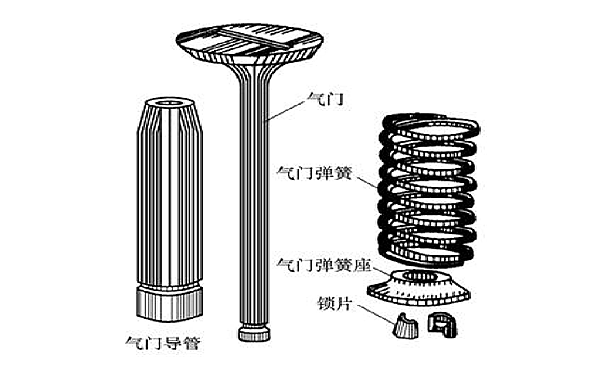
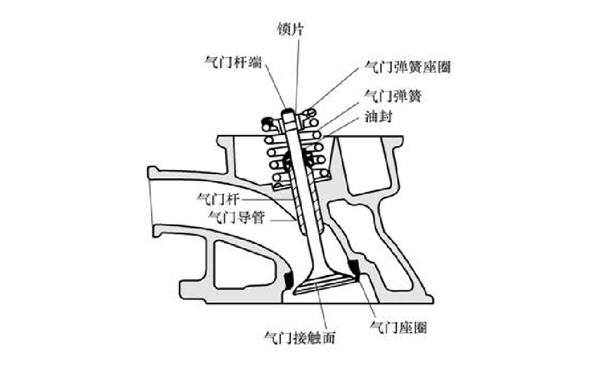
彈簧是確保氣門立即落座并緊密配合的小工具,以防止發動機振動時氣門跳動而損壞其密封性能,其組織機構如圖1所示。
1、拆卸順序
確認位置→組裝工具→壓縮彈簧→吸出鎖片→放松工具→取出零件→整理清潔
2、調整氣門拆裝工具
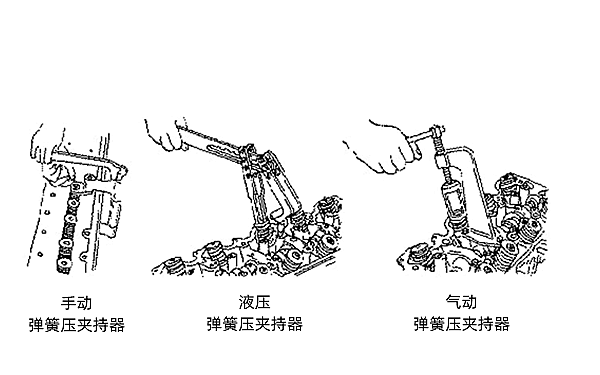
彈簧壓夾持器分為手動、液壓和氣動三種,如圖2所示。一般以手動式氣門彈簧壓縮器為常見。
3、拆卸步驟
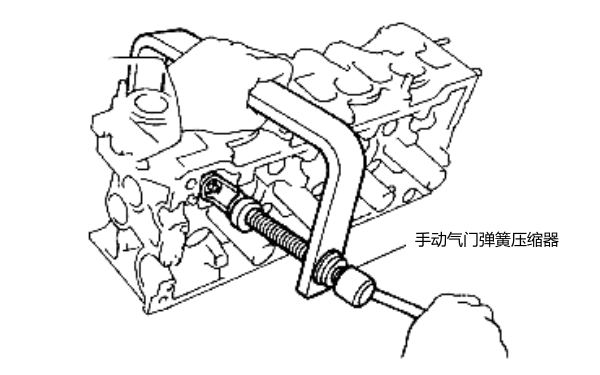
(1)將氣門彈簧壓縮器的螺紋端擰入氣缸體,并將壓頭壓在氣門彈簧上。如圖3所示。
(2)用手握住手柄并向下壓,直到手柄桿水平,然后安裝閥門鎖夾。
(3)拆下兩個鎖片。按正確的順序拆卸排氣門、氣門彈簧、彈簧座和鎖片。
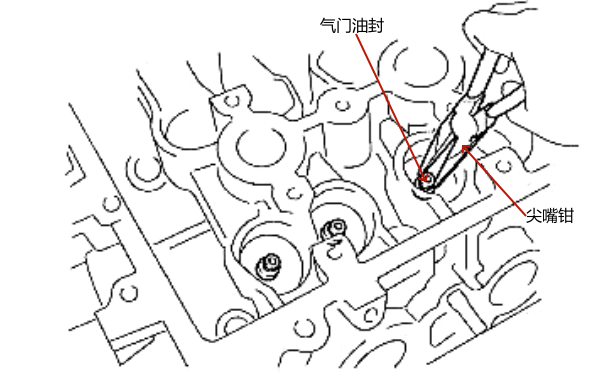
(4)使用尖嘴鉗拆下氣門桿油封,如圖4所示。
|
圖1 柴油機氣門組結構圖 |
圖2 氣門組拆卸工具分類 |
|
圖3 氣門彈簧壓縮器安裝示例 |
圖4 柴油機氣門桿油封拆除方法 |
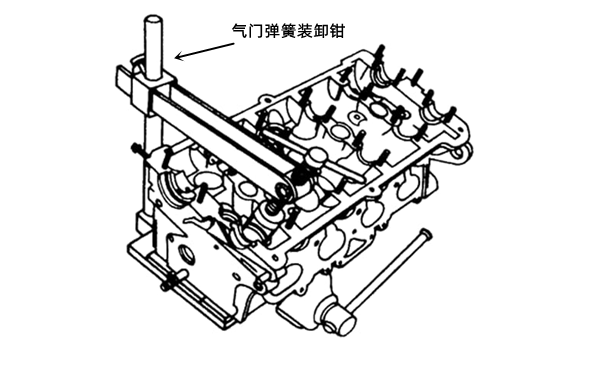
4、氣門彈簧裝卸鉗使用方法
讓氣門彈簧鎖塊拆裝工具的一端頂住氣門,另一端的壓頭對準氣門彈簧,如圖5所示。然后擰緊擠壓氣門彈簧,直到鎖塊全部露出;用鉗子取下氣門鎖塊,即可進行相關的作業;安裝時,也要用此專用工具壓氣門彈簧,并將氣門兩個鎖塊裝入氣門桿的凹槽內,擰松黃色部位的壓頭,取下專用工具;此工具的底部要頂的位置,以防止下壓氣門彈簧時氣門移動。安裝完成后,氣門組布置如圖6所示。
|
圖5 氣門彈簧拆卸工具 |
圖6 氣門組及彈簧安裝位置布置圖 |
二、氣門彈簧常見故障分析與檢查
1、常見失效原因
在高溫和周期性高頻交變力的長期作用下,氣門彈簧使用一段時間后容易磨損變形。在這種情況下,彈簧的彈性會被削弱和降低,從而影響氣門關閉松動、發動機功率降低、啟動困難等故障。
(1)自由長度,減少,彈力不足,簧身歪斜變形,折斷;全部這些失效形式,關鍵是由于氣門彈簧經太長期使用后,因為受力壓縮造成塑性變形,促使彈性疲勞而引起的。
(2)氣門彈簧圈受氣門彈簧質量差、彈性弱或偏斜或氣門彈簧斷裂的影響。發動機怠速時,氣門鳴響的癥狀可以在氣門室蓋上清晰地聽到噪音,有時還伴有嗡嗡聲,嚴重時會個別氣缸工作不良的現象。
(3)氣門彈簧自由長度減少和彈力不足基本都將影響配氣的準確性和氣門關閉的密封性。歪斜變形或折斷,不但影響內燃機的正常轉動,并且在頂置式的氣門裝置中,還可以發生氣門掉入氣缸,引起機器損壞等嚴重事故。
(4)特別是氣門彈簧的折斷,平時更注意事項,它除了由彈性疲勞而引起的原因外,還與彈簧的質量和曲軸箱的通風性有關。除此之外,不等距的彈簧假如裝顛倒了,慣性力和振動會大大添加,也能很迅速使彈簧折斷。
2、質量檢測
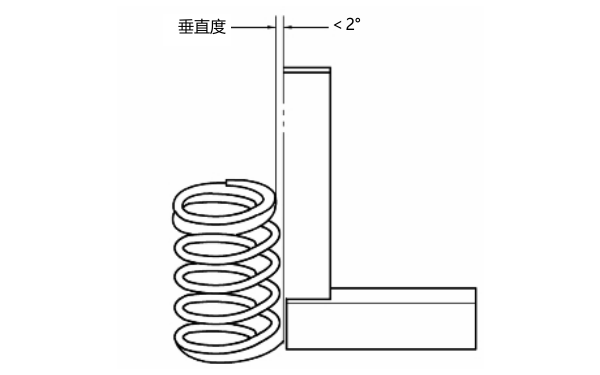
(1)氣門彈簧的軸線垂直度檢查
如圖7所示,將氣門彈簧放在平板上,用90°的角尺檢查其垂直度,將測量出來的垂直度誤差與標準尺寸作比較,若超出規定范圍,則須校正或更換。校正后在270~290℃溫度下保溫10mm,以消除內應力,保持校正后的形狀。校正后的氣門彈簧須再次檢驗,合格后裝機使用。
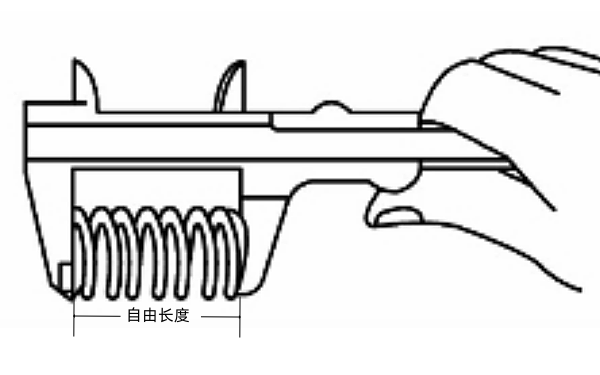
(2)氣門彈簧自由長度的檢查
用游標卡尺檢查氣門彈簧的自由長度,如圖8所示。如果超過使用限度,應更換。
(2)氣門彈簧彈力檢測
氣門彈簧彈力的測定是在彈簧試驗器上進行,將被檢彈簧置于臺架上的支承座與壓頭之間,扳動手柄帶動壓柱齒桿,并使壓頭下移而壓縮彈簧。這時觀察壓力表的壓力及長度標尺上的讀數,再與標準數據比較,如未達到規定標準,則應更換新彈簧。
|
圖5 氣門彈簧垂直度檢查 |
圖6 氣門彈簧自由長度檢查 |
三、氣門彈簧修復方法
檢查檢查氣門彈簧的自由長度。用卡尺側量氣門彈簧自由長度,其值應符合標準值。若不符合,應更換之。檢查氣門彈簧的垂直度。用直角尺和平板,檢查氣門彈簧的垂直度,其值應符合標準值,否則必須更換。檢查氣門彈簧的預緊力。用測力器檢測氣門彈簧的預緊力,其值應符合標準。若預緊力低于標準值,則應更換氣門彈簧。為了預防損毀,要經常壓縮彈簧。彈力減弱或自由長度縮短的氣門彈簧可采用適當的方法進行修理。常用的有兩種方法:冷作法和熱處理法。
1、冷作法
把彈簧套在圓軸上(圓軸的外徑要與彈簧的內徑相適應),再將彈簧的一端與圓軸一起夾在車床卡盤上,在車床的刀架上固定一個移動桿,在移動桿頭部銼出較彈簧鋼絲直徑稍大的凹槽,使彈簧嵌入槽內,借刀架將其壓緊,慢慢在轉動彈簧的同時,轉動卡盤,每轉一圈,移動桿移動的距離要比彈簧圈距大1~2mm。用小手錘輕輕地連續敲擊彈簧,使彈簧金屬表面硬化,從而增加其彈性。使用這種方法修復的彈簧,使用的時間較短,因此,在不得己的情況下才使用。一般來說,還是更換新彈簧為佳。
2、熱處理法
將氣門彈簧放在四周塞滿鑄鐵鐵屑的厚鐵皮箱內(鑄鐵屑可以防止彈簧表面氧化),在爐內加熱至925℃左右,保溫約1h后,將鐵皮箱取出,在空氣中冷卻,然后將氣門彈簧取出套在修復夾具的心軸上,連同心軸裝入夾具的柜架內。柜架是由6mm厚鑄鐵板制成,并按新氣門彈簧的螺距切成槽穴。將套有氣門彈簧的心軸壓入槽穴內,再將氣門彈簧連同夾具加熱至810℃左右,然后油淬,再加熱至310℃后在空氣中冷卻,此時硬度應為RC41、42。
3、厭氧膠粘補法
主要用于修復氣門彈簧,其優點在于對缸體無熱影響,不會產生熱應力拉裂缸體。缸體的氣門彈簧座處的壁厚約2mm左右,要焊補這么薄的部位是極為困難的,可以說是禁區。而用厭氧膠粘補則非常簡便, 只要按下述工藝規范操作,很易成功。粘補的另一優點是膠接層有良好的密封性,耐熱、耐腐蝕,因此用于修補氣缸套壁的滲漏缺陷非常合適。工藝程序如下:
(1)粘前清潔
先用噴燈或氧乙炔焰燒烤缺陷部位,燒去油脂,蒸發水份。然后用砂布打磨缺陷部位,磨去表面的積炭和銹跡, 最后用汽油擦洗表面, 待晾干后涂膠。
(2)氣門彈簧座裂紋的修理
剔除舊氣門彈簧座圈,另配制新座圈,涂上厭氧膠壓入即可。
(3)涂膠方法
涂用的膠用ZY-802厭氧膠。涂膠的時候, 僅需在相互配合的任一個結合面上涂膠, 即單面涂膠, 而不需雙面都涂膠。
總結:
氣門機構的損壞形式是多種多樣的,各種缺陷所處的部位也不一樣,因此修復時應靈活運用上述幾種方法,并綜合分析后采取那種方法后,才能取得滿意的修復效果,如果采用單一的焊接或粘接法修理, 不是針對缺陷對癥下藥,往往會降低修復質量,甚至導致缺陷擴大和延伸。只要按柴油發電機廠家提供的方法和規定選用修復工藝,并嚴格按照操作規程去做,一般的氣門機構的缺陷是不難修復的。
----------------
以上信息來源于互聯網行業新聞,特此聲明!
若有違反相關法律或者侵犯版權,請通知我們!
溫馨提示:未經我方許可,請勿隨意轉載信息!
如果希望了解更多有關柴油發電機組技術數據與產品資料,請電話聯系銷售宣傳部門或訪問我們官網:http://www.nkcyfdjpj.cn
- 上一篇:柴油發電機帶不起負載的原因
- 下一篇:康明斯柴油發電機維護保養規范




