

|
技術維修與康明斯知識 |
柴油發電機配氣機構的調整、安裝及密封性 |
摘要:對于柴油發電機裝配配氣機構的過程,其零件安裝一定要按順序進行,因為它本身就是一個程序的問題,如果我們沒有注意這個問題的話,那么在實際的過程中,很可能就會出現一些不匹配的現象以及導致突發事件之類的,同時安裝人員要注意其密封性、間隙的測量與檢查。
一、氣缸蓋螺釘的擰緊順序
隨著排放的升級,對柴油機各項性能指標要求也不斷提高。目前,為滿足國三排放法規的柴油機設計最大爆壓指標一般在20mpa以上,這導致了沖缸墊故障率的增高。因此,如何加強氣缸蓋和氣缸體結合面的密封性成為了一個較為受關注的問題。缸蓋螺栓的擰緊工藝對于氣缸蓋與氣缸體的密封有著重要影響,若螺栓未擰到設計要求的拉伸區間、擰緊力偏低或不均勻,將會嚴重影響氣缸蓋與氣缸體的密封,容易造成沖缸墊等不良后果。
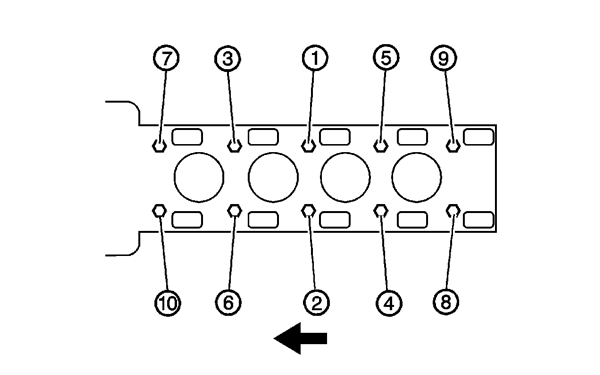
柴油發電機采用專用的氣缸蓋螺釘。順序如圖1所示(以康明斯四缸機為例),擰緊氣缸蓋螺釘時,應遵循交叉對稱,由里向外,分次擰緊的規則。第1次力矩擰緊到80 N·m.第2次擰緊到規定力矩181N·m。以免氣缸蓋翹曲變形或工作時沖缸墊等故障。
擰緊具體步驟:
1、如果用人工擰緊,一次擰緊的話,先擰緊的螺栓預緊力將會有較大的衰減,個別情況下甚至會松弛失效,影響氣缸蓋的密封;
2、如果使用擰緊機擰緊,一次擰緊,螺栓很難同時到達,先到達的螺栓預緊力衰減也會較多。多次擰緊通常會首先擰緊到規定扭矩的50%,通常這個扭矩可以使氣缸蓋和機體接觸面密貼,隨后的擰緊螺栓之間的相互影響會大大減少;
3、柴油發動機氣缸蓋螺栓數量多、直徑大,通常每缸需4~8個螺栓。這樣的多螺栓固定件一般應按照原廠規定的擰緊順序和擰緊力矩要求擰緊;
4、在不了解原廠規定的情況下,擰緊順序可按均勻、對稱交叉、由內及外、由中間向兩端的方法擰緊,以保證氣缸蓋能平整壓緊。擰螺栓時,可按下述程序擰緊,即首次擰緊到規定力矩值的1\/3,二次擰緊到2\/3,三次擰緊到規定值;
5、然后再將螺栓松開至全放松狀態,再次將螺栓擰緊至規定值的1\/2,最后擰緊到規定值,完成擰緊循環。值得注意的是:每次擰緊都要完成對所有螺栓的擰緊后才能進行下一步。
|
圖1 四缸機氣缸蓋螺釘的擰緊順序 |
圖2 氣缸蓋螺栓擰緊方法 |
二、氣門間隙的調整
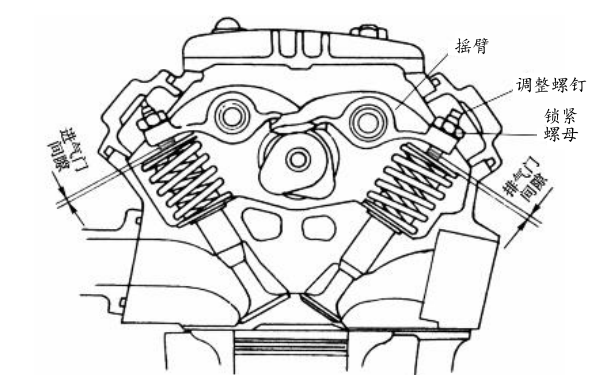
氣門間隙是指發動機在冷態及氣門關閉時,氣門與傳動機構之間的間隙,如圖3所示。其作用是為氣門及傳動組件工作時留有受熱膨脹的余地。
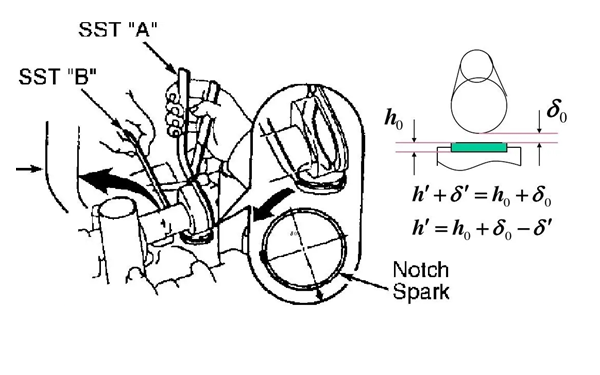
將曲軸轉到1缸供油上止點,可調整第1、2、3、6、7、10氣門的間隙。完成后再轉動曲軸一周,調整第4、5、8、9、11、12氣門的間隙。注意經兩次調整全部氣門間隙后,應按上述順序重新檢查。具體步驟如圖2所示,凸輪直接驅動氣門,無氣門間隙調整螺釘,氣門間隙調整墊片在挺柱體頂上,用專用工具取出調整墊片,更換另一厚度的調整墊片(每個調整墊片均有厚度值,用厚薄規測出現在的氣門間隙后,根據需要調整到的氣門間隙值換算出所需更換的調整墊片厚度值)。
調整具體步驟如下:
1、將第一缸活塞轉到壓縮行程上止點。
2、確定進、排氣門。
① 根據氣門與所對應的氣道、氣門大小確定。
② 轉動曲軸觀察確定。
3、將發動機的氣缸按作功順序等分為兩組。
4、按照“雙排不進”法確定氣門間隙的可調性。
5、分兩次調整氣門間隙
① 第一次調整:
在第一缸活塞壓縮行程上止點時,按照“雙排不進”法檢查調整其可調氣門的間隙。
② 第二次調整:
將曲軸轉動一周,將第一缸活塞達到排氣行程上止點,按照“不進雙排”法調整余下氣門的間隙。
|
圖3 柴油機氣門間隙位置圖 |
圖4 氣門間隙調整規范 |
三、氣門及氣門座圈的密封
裝復氣缸蓋時,應檢查進排氣門及座圈的密封性,如漏氣,則應用研磨氣門皮碗及研磨膏進行研磨。如座圈嚴重燒損或過度失圓而無法修復時,則應進行更換。
(1)目視檢查法
氣門研磨后在其接觸面上出現有光潔的線圈時,將氣門與座口用汽油洗凈晾干,裝回去來輕拍數次,然后取出察看氣門和氣門座工作面,如有明亮而完整的光環而無斑點時,即可認為符合密封要求。
(2)鉛筆劃線檢查法
在氣門工作面上用軟鉛筆鉛徑向每隔4mm畫一條線,將相配的氣門與座接觸,并轉動氣門1/8—1/4轉后取出。如鉛筆痕跡均全部中斷且接觸在居中偏下,則表示密封性好,如果有的線未斷或接觸位置不對,則說明密封不嚴,需重新研磨。
(3)涂色鑒別法
在氣門工作面上薄薄涂抹一層紅丹油,將氣門壓在座圈上旋轉1/4圈后取出。如氣門被刮去的紅丹油布滿閥座接觸面,無間斷現象,則密封了符合要求。
(4)儀器檢查法
用帶有氣壓表的專門檢驗氣門蜜蜂的檢驗器檢查時,先將空氣容筒緊緊地壓在缸體上的氣門座上,(先裝好氣門彈簧)再捏橡皮球,使空氣容筒內具有58.868.6kPa的壓力。如果在0.5min內氣壓表的讀數不下降,則表示氣門與座的密封良好。
(5)滲油檢查法
將研磨好的氣門及座清洗干凈后,將氣缸蓋倒置,燃燒室一面朝上,再將進、排氣門都放人相配的氣門座內,用手輕壓氣門頭部,確認氣門完全落座后,在燃燒室內倒人燃油,大約5min左右觀察燃油是否減少,同時觀察氣門桿部有無燃油滲漏現象,若燃燒室內燃油減少明顯,氣門桿部有燃油出現,說明氣門密封不嚴。
注意∶氣門和氣門座圈是配對研磨并配對裝配,拆裝時應一一對應。
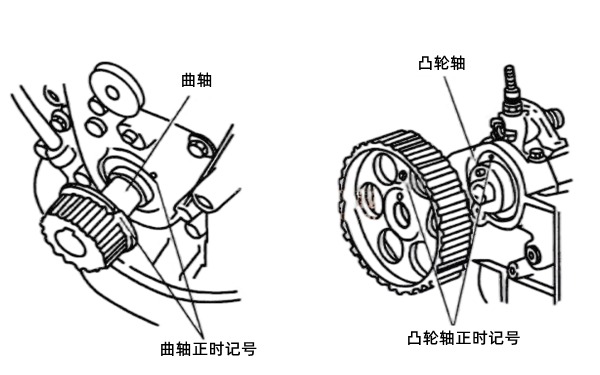
四、正時齒輪的安裝
柴油發電機進排氣門的開閉時間以及噴油泵的供油時間,相對干曲軸的運動位置有著嚴格的要求。也就是說,凸輪軸齒輪、噴油泵齒輪和曲軸齒輪三者之間有著確定的轉角位置關系,三者通過惰齒輪確定位置關系。在裝配齒輪系時,一定要使惰齒輪上的記號分別與凸輪軸齒輪、噴油泵齒輪和曲軸齒輪上的記號對準。否則,會造成柴油發電機無法工作。其他齒輪則無此限制。
1、 正時齒輪的安裝要點
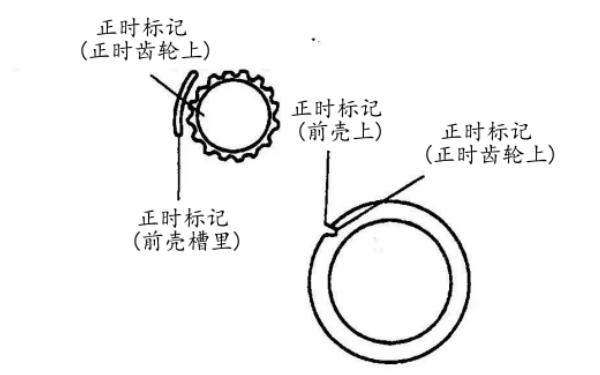
凸輪軸正時齒輪上的正時記號必須與曲軸正時齒輪上的記號對準,如圖5和圖6所示。如果安裝錯位,將不能保證氣門定時或噴油泵定時的準確位置,其結果是非常嚴重的,輕者導致柴油機不能正常工作,重者可能打壞柴油機的配氣機構(如推桿彎曲、折斷、搖臂損壞、氣門碰撞活塞等)。因此,正時齒輪的安裝必須嚴格按照要求進行。
|
正時齒輪記號標記示意圖 |
正時齒輪和前殼上的標記位置對準. |
2、檢查
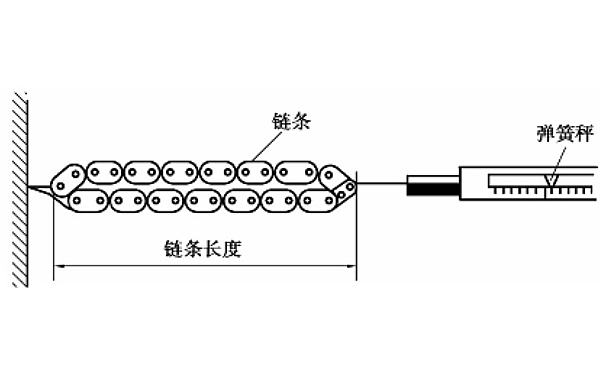
(1)正時鏈條的檢查
測量全鏈長,如圖7所示。測鏈長度時,對鏈條施以一定的拉力拉緊后測量其長度,如圖3.5.14所示。測量時的拉力可定為50N,如長度超過此值時,應更換新鏈條。
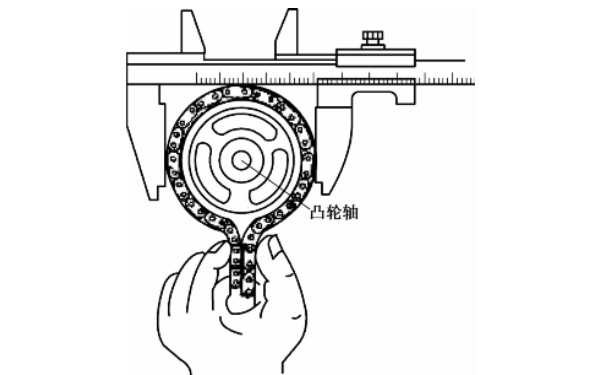
(2)正時鏈輪的檢查
測量最小的鏈輪直徑,如圖8所示。將鏈條分別包住凸輪軸正時鏈輪和曲軸正時鏈輪,用游標卡尺測量其直徑,如圖3所示,其直徑不得小于允許值。
|
圖7 正時鏈條的長度測量 |
圖8 正時鏈輪的長度測量 |
----------------
以上信息來源于互聯網行業新聞,特此聲明!
若有違反相關法律或者侵犯版權,請通知我們!
溫馨提示:未經我方許可,請勿隨意轉載信息!
如果希望了解更多有關柴油發電機組技術數據與產品資料,請電話聯系銷售宣傳部門或訪問我們官網:http://www.nkcyfdjpj.cn
- 上一篇:機油泵結構特點和齒輪間隙檢測步驟
- 下一篇:測量柴油發電機主軸彎曲度和磨損的方法




