

|
故障檢修與技術維護 |
柴油機缸蓋和氣門組常見故障維修方法 |
摘要:配氣機構在柴油發電機的所有零部件里面意義重大,配氣機構設置的好壞會對發動機中能的一些功能有著直接的影響。比如說工作的可靠性以及氣門性能對于發動機有著重要的影響。本文簡要對于柴油發電機配氣機構的故障情況和其檢修方法進行了詳細的闡述,幫助修理工了解其檢修與維護的方案,對于柴油發電機維修有著重要的意義。
一、配氣機構檢測方法
1、氣缸蓋檢查
(1)日常觀察法
平時主要檢查水箱的水位及水質情況和油底殼中的機油油面及油質的情況。還可以從排氣的煙色進行觀察和分析,若氣缸蓋內部裂紋漏水,排煙會因漏進的水蒸氣而呈乳白色。
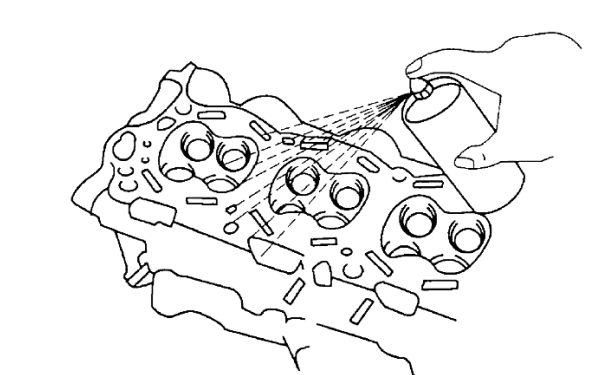
(3)著色法檢驗裂紋
把缸蓋浸入煤油或煤油的著色溶液,或浸入乙醚50%、煤油50%混合液中,2h后取出,擦干表面油跡,涂以薄層漿狀白粉,然后烘干,如有裂紋會顯示黑色(或顏色)線條。
(4)水壓試驗檢驗裂紋
先根據氣缸蓋底面形狀,做一專用壓板,壓板與氣缸蓋底平面之間加一塊厚度為2~3mm的橡膠墊。然后將氣缸蓋緊固在專用壓板上,并在氣缸蓋出水口處接上水管或水壓試驗機進行水壓試驗。試驗壓力一般為0.3~0.5MPa。在此范圍內停止加壓后,觀察5min,看壓力表的讀數是否下降和氣缸蓋有無滲水的地方。若壓力表的讀數下降和氣缸蓋有滲水的地方,則說明此處有裂紋存在。
|
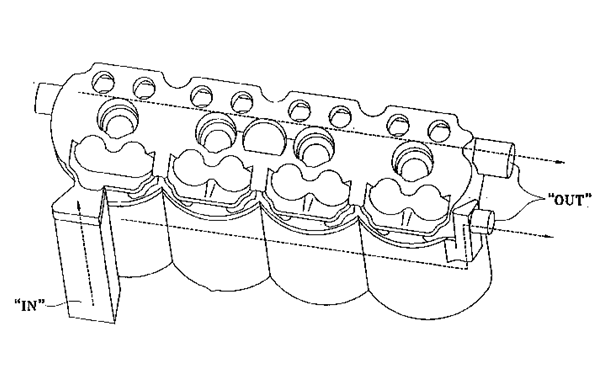
圖1 柴油發電機氣缸蓋示意圖 |
圖2 氣缸蓋裂紋檢測著色法 |
2、氣門彈簧檢查
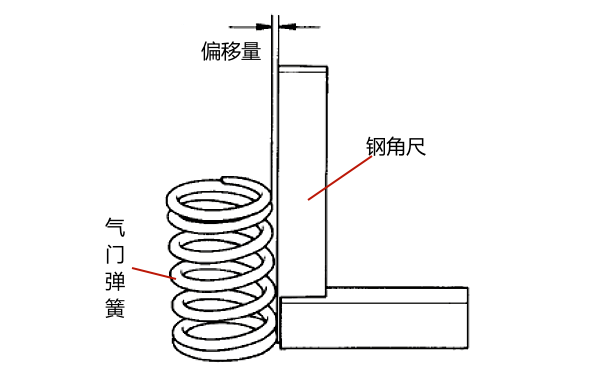
(1)氣門彈簧垂直度的檢測可用鋼直尺實行測量,如圖3所示。氣門彈簧的偏移量應不大于1.5~2.0mm,若氣門彈簧的垂直度不符合標準,應更換氣門彈簧;
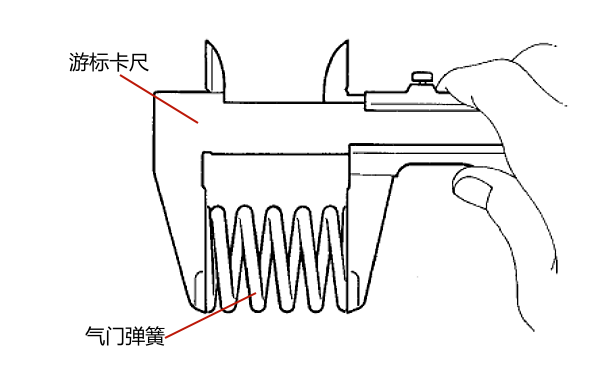
(2)用游標卡尺檢查氣門彈簧的長度和彈力,如圖4所示。彈簧太軟會造成氣門跳動,使氣門和氣門座加劇磨損,也會破壞氣門正時,氣門和活塞發生碰撞。不合格的彈簧必須予以報廢。
|
圖3 用鋼角尺測量氣門彈簧的偏移量 |
圖4 測量氣門彈簧的自由長度 |
3、凸輪軸及從動件檢查
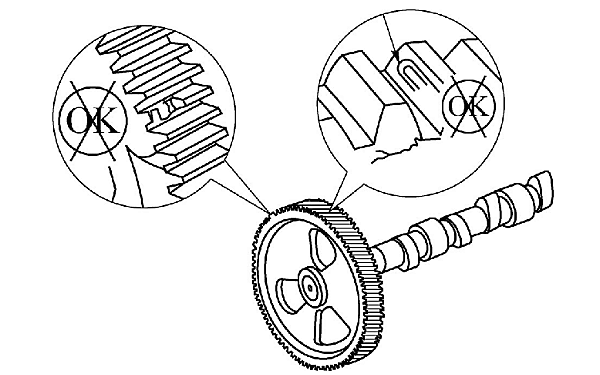
檢查凸輪軸的凸輪型面積軸頸處有無裂紋、凹坑、腐蝕、擦傷,檢查齒輪有無裂紋、齒斷裂或齒面凹坑,不合格則予以報廢,否則會引起冒黑煙、功率虧損、擊破缸體的危險。
(1)檢查從動軸外有無超標,不合格則予以報廢。
(2)檢查滾輪表面有無麻點,轉動是否靈活,是否磨損過度,不合格則予以報廢。檢查滾輪銷及銷孔是否磨損過度,超標則予以報廢。
(3)檢查隨動臂有無裂紋,如有則予以報廢。
警告:凸輪從動件為最關鍵而且容易出問題的聞件,需予以特別檢查,否則會出現冒黑煙,功率虧損,擊破氣缸體曲軸的危險。
|
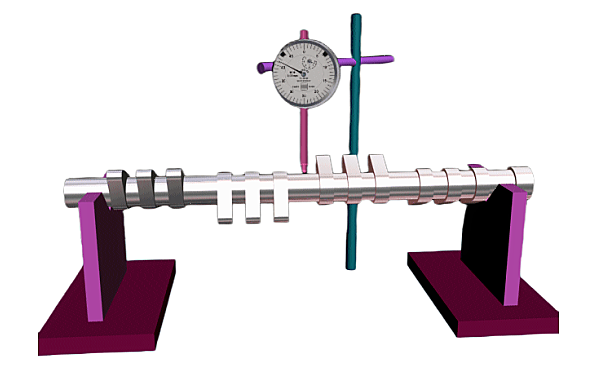
圖5 凸輪軸彎曲度檢測 |
圖6 柴油機凸輪軸齒輪的檢視 |
4、氣門挺桿檢查
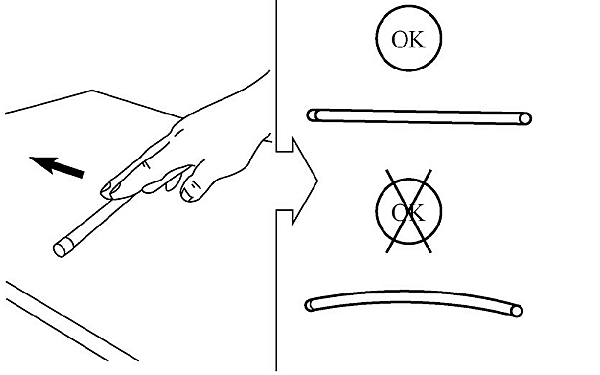
(1)桿身表面應光滑、平直,不得有銹蝕和裂紋。檢查挺桿失圓度和平直度,如圖7所示。當推桿彎曲度超過0.3毫米時,應在平板上冷校正。
(2)氣門挺桿與導孔之間的配合間隙通常在0.03-0.01mm之間,不能超過0.15mm。經驗之談是用拇指將挺桿推到導孔處時應稍有阻力,再用手搖一點,不要有晃動的感覺。若配合間隙大于0.10mm,可采用電鍍加粗和鉸孔來恢復其配合尺寸。
(3)挺桿底表面不平整或球面有磨痕的時候,可用細砂布研磨。研磨砂或油石,也可使用磨光機將平面不平順消除,恢復原形。
5、搖臂組檢查
(1)檢查搖臂有無裂紋,與丁字壓板的接觸凸面有無磨損或損傷。
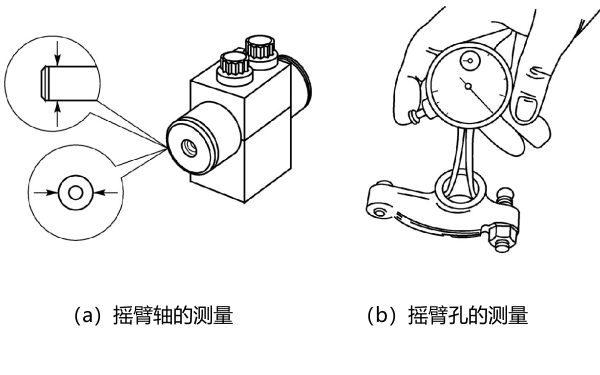
(2)長期使用后的搖臂軸與搖臂孔之間當然也會磨損,搖臂軸與搖臂孔的測量如圖8所示。如果測量結果超出規范許可,應更換這些部件。
|
圖7 柴油機挺桿平直度的檢查 |
圖8 柴油機搖臂軸和孔徑的測量 |
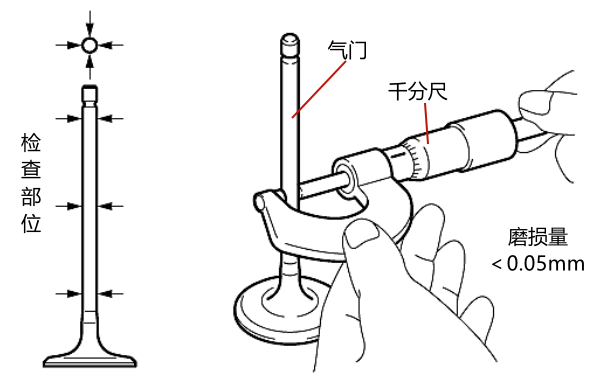
6、氣門檢查
(1)氣門磨損情況可通過千分尺測量氣門頭部厚度、氣門頭部直徑、氣門總長度和氣門桿直徑等的相關尺寸進行檢查,如圖9所示。若測得尺寸不符合規定,應更換氣門。氣門密封錐面有輕微斑痕、溝槽或燒蝕,可在專用氣門光磨機上進行光磨修理。修理后的氣門尺寸應符合規定要求,修理氣門后還應鉸修氣門座,并進行氣門研磨。氣門密封錐面有斑痕、溝槽或燒蝕嚴重時,應更換氣門。
(2)氣門桿彎曲的檢查可在兩個V型架上進行。若檢查氣門桿彎曲變形超過允許極限,應校正或更換氣門。氣門桿彎曲校正應在壓床上進行冷壓校正,方法是使彎曲拱面向上,用壓床使其產生反變形,校壓量一般為實際彎曲變形量的10倍,保持2min。氣門桿的彎曲變形量用直線度誤差表示,一般應不大于0.03 mm。檢查氣門導管,如磨損嚴重應更換,以保證與氣門桿的配合。
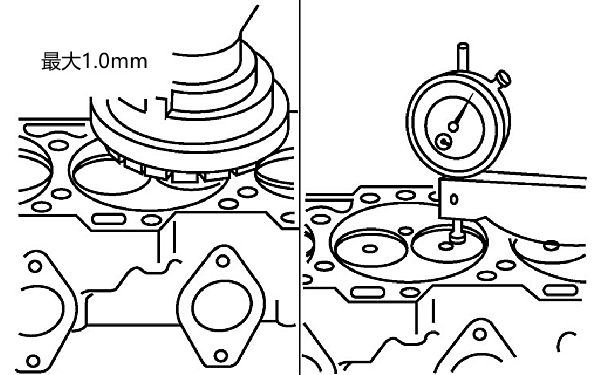
(3)氣門和氣門座經修理后,氣門陷入缸蓋底面的深度會增加。對氣門陷入缸蓋底面的量進行測量方法如圖10所示。使用專業的活塞基準板將活塞置于上死點位置,然后用專業的深度游標測量氣門座的高度,再將活塞降至下死點位置,使用同樣的方式測量氣門座的高度。兩次測量的差值即是氣門下沉量。
|
圖9 用千分尺測量氣門桿的直徑 |
圖10 氣門在缸蓋底面的陷入量檢測 |
二、配氣機構常見故障維修
配氣機構是柴油機的主要運動部件之一。配氣機構的功用是按照發動機每一氣缸內所進行的工作循環和發火次序的要求,定時開啟和關閉各氣缸的進、排氣門,使新鮮空氣及時進入氣缸,廢氣及時從氣缸排出;在壓縮與膨脹行程中,保證燃燒室的密封。
1、氣門間隙變動
有些氣門間隙調整好后,工作時間很短,甚至不到幾個小時,氣門間隙就明顯變化了,有的變大,有的變小。如果氣門間隙過大且越來越大,則氣門開啟的延續時間不斷縮短,氣門開度不足,使得充入氣缸的空氣量不斷減少,廢氣排不凈,使氣門搖臂、凸輪等產生強烈的撞擊。如果氣門間隙變小且越來越小,當氣門在工作中受熱伸長時,會造成氣門關閉不嚴而漏氣,使柴油機功率下降;同時,高溫廢氣長時間沖擊氣門,會把氣門燒壞。當氣門間隙接近沒有間隙時,氣門桿會撞擊活塞頂部,嚴重時撞壞活塞,造成嚴重事故。
(1)故障原因
造成氣門間隙迅速變大的原因可能是:
① 搖臂軸與搖臂套的間隙過大。
② 搖臂軸緊固螺釘及氣門間隙高速螺釘有松動或滑絲。
③ 也可能是氣門導管未下到規定位置,將挺桿頂彎了或將搖臂頂開裂了。氣門間隙迅速變小,表明氣門磨合面在高速磨損,可能是存在磨料研磨氣門后未洗凈或空氣未濾清,也可能是氣缸蓋材質太松軟(指不鑲氣門座的)造成的。
(2)故障排除
① 修復凸輪軸、挺柱、挺桿、氣門小頭、搖臂端頭等相關零件和部位,必要時更換。
② 更換質量和材料合格的氣門座圈。
③ 氣門搖臂座螺母、搖臂調整螺釘鎖緊螺母一定要鎖緊,絲扣損傷的螺栓、螺母要換掉。
④ 襯套磨損過度應更換襯套,凸輪軸與襯套接觸面如磨損出現溝痕時應更換凸輪軸。
⑤ 氣門挺桿拆裝時要防止彎曲,彎曲時要進行冷矯。
⑥ 每次調整氣門間隙之前都要檢查搖臂固定螺母是否擰緊;調好氣門間隙后,一定要鎖緊螺母,并復查其間隙是否正確。
2、氣門關閉不嚴
(1)故障現象
不減壓搖轉曲軸可聽到漏氣聲。氣門關閉不嚴可導致發動機壓縮不良,柴油機冒黑煙,功率下降,從而使動力性、經濟性下降,啟動困難并有可能燒損氣門。
(2)故障原因
① 氣門與氣門座配合部位磨損、燒壞或粗糙,致使氣門與氣門座密封不嚴而漏氣。
② 氣門間隙過小,一般車用發動機氣門間隙為0.25~0.45mm,如氣門間隙過小,則氣門受熱膨脹,間隙消失,關閉不嚴。
③ 氣門座積碳過多,使氣門關閉不嚴。
④ 氣門桿部彎曲變形或氣門頭翹曲。
⑤ 氣門在導管內上下往復運動時有發滯現象。
⑥ 氣門彈簧折斷或彈力不足。
⑦ 氣門座發生變形而導致其門密封不嚴。
(3)故障排除
① 輕者可清除積碳,進行研磨,重者應先磨氣門和鉸削氣門座,之后再進行研磨。
② 應檢查氣門導管的配合間隙,必要時更換氣門或導管。如果更換氣門還應重新研磨接觸環帶。
③ 應重新調整氣門間隙。
3、氣門脫落
(1)故障現象
這是一種突發故障,發生時發動機突然熄火并伴有強烈的機械撞擊聲。
(2)故障原因。
① 氣門折斷
因活塞與氣門碰撞所致。活塞與氣門碰撞的原因主要有氣門間隙過小、氣門導管折斷、氣門桿卡住、正時齒輪安裝不當、輪軸與軸套間隙過大等。
② 氣門鎖夾脫落
主要是由于氣門鎖夾質地過軟、發動機飛車或氣門彈簧折斷等原因造成的。
(3)故障預防
為了預防氣門掉入氣缸,應做到以下幾點:
① 在對配氣機構進行檢修時,要對配氣機構的所有零部件,按技術要求進行認真檢測。達不到技術要求的零部件要進行修復或更換。安裝配氣機構各零部件時,要特別注意正時齒輪的安裝、氣門間隙的調整等。
② 當維修發動機,檢修曲柄連桿機構時,應注意檢查活塞頂部,如檢查發現活塞頂部有撞擊印痕,應仔細查找原因。在沒有排除故障時,不能在裝配使用。
③ 氣門桿尾端有卡簧的,在氣門裝入氣門導管后,應及時將卡簧裝入槽內,以確保氣門彈簧折斷或鎖夾脫落時,氣門不會掉入氣缸。
總結:
為加強康明斯用戶的電力設備管理,促進柴油發電機管理現代化,使柴油發電機得到及時維修、改造和更新、正確使用、精心維護、科學檢修、使柴油發電機經常處于良好的技術狀態,不斷改善和提高企業的技術裝備素質,充分發揮柴油發電機效能,更好地為提高生產技術水平,降低消耗、保證安全生產、增加經濟效益,結合使用單位實際情況制定柴油機配氣機構維修規程。
----------------
以上信息來源于互聯網行業新聞,特此聲明!
若有違反相關法律或者侵犯版權,請通知我們!
溫馨提示:未經我方許可,請勿隨意轉載信息!
如果希望了解更多有關柴油發電機組技術數據與產品資料,請電話聯系銷售宣傳部門或訪問我們官網:http://www.nkcyfdjpj.cn
- 上一篇:影響柴油發電機組容量選擇的因素
- 下一篇:康明斯柴油發電機組各部件的維修細則




