

|
技術(shù)維修與康明斯知識(shí) |
柴油發(fā)電機(jī)的連桿襯套拆卸、安裝與鉸削步驟圖示 |
摘要:柴油發(fā)電機(jī)的連桿一般由連桿小頭、桿身和連桿大頭三部分組成,連桿襯套是為了加強(qiáng)連桿小頭的潤(rùn)滑與承壓能力,提高連桿可靠性而壓裝在連桿小頭孔內(nèi)的部件。連桿襯套在工作中與活塞銷(xiāo)相互滑動(dòng),當(dāng)活塞受氣體壓力向下運(yùn)行時(shí),他承載著活塞銷(xiāo)傳遞的巨大壓力。連桿小頭與活塞銷(xiāo)相連,柴油發(fā)電機(jī)的工作時(shí),小頭與銷(xiāo)之間有相對(duì)轉(zhuǎn)動(dòng),因此小頭孔中一般壓人減摩的青銅襯套,所以小頭與青銅襯套之間的襯套孔的質(zhì)量要求比較高,一般在加工中先要鉆孔,然后再鉸才可以達(dá)到基本要求。
一、選配說(shuō)明
連桿和曲軸之間還有一個(gè)襯套。其主要功能是減震、隔音、減少疲勞、延長(zhǎng)使用壽命。它對(duì)柴油發(fā)電機(jī)組的運(yùn)行穩(wěn)定性起著至關(guān)重要的作用。因此,總的來(lái)說(shuō),連桿襯套具有以下功能:保護(hù)連桿,延長(zhǎng)其使用壽命,節(jié)約發(fā)動(dòng)機(jī)維護(hù)成本,降低發(fā)動(dòng)機(jī)經(jīng)濟(jì)性。
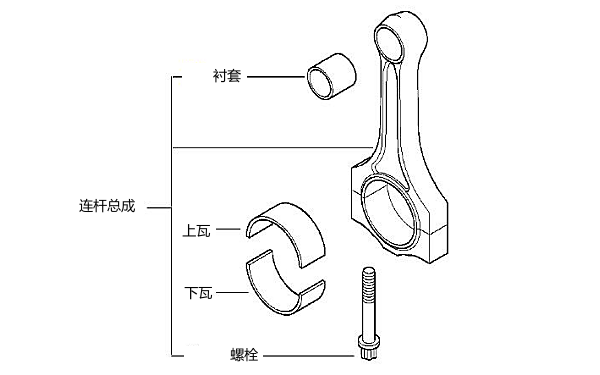
更換柴油發(fā)電機(jī)的活塞銷(xiāo)時(shí),應(yīng)選配連桿襯套,如襯套磨損過(guò)薄,則應(yīng)更換新襯套(裝配和結(jié)構(gòu)如圖1、圖2所示)。
(1)襯套與連杵小頭內(nèi)徑的配合,應(yīng)有0.04~0.10mm的過(guò)盈量。
(2)新選配的襯套應(yīng)有一定的加工余量,不宜過(guò)大或過(guò)小,因?yàn)槿艏庸び嗔窟^(guò)大,則鉸削的次數(shù)太多,容易把內(nèi)孔鉸偏;若加工余量太小,則不容易保證修配質(zhì)量。
(3)在襯套壓入連桿小頭之前,與選配好的新活塞銷(xiāo)試套,如果能勉強(qiáng)套上,則為合適。
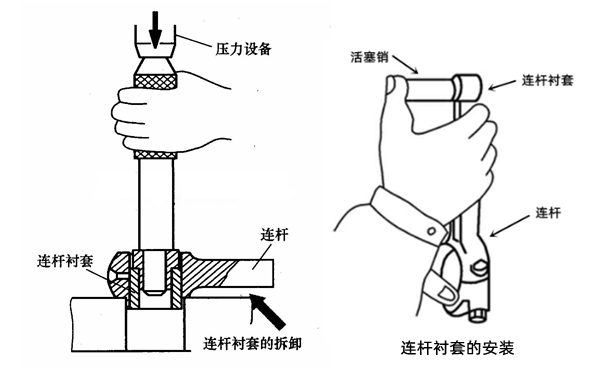
(5)安裝連桿襯套時(shí),用沖子沖入或用臺(tái)鉗壓入,有條件的地方,可在壓床上進(jìn)行。
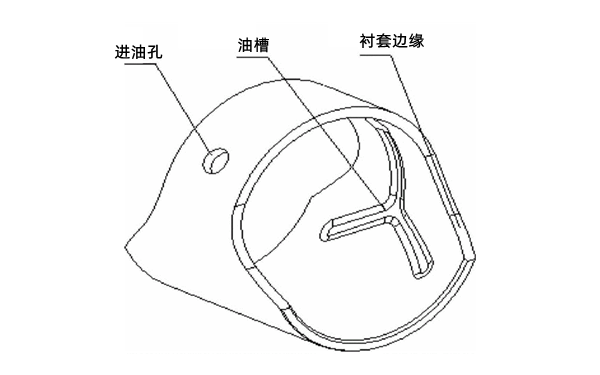
(6)安裝時(shí),應(yīng)注意使襯套的油孔與連桿小頭上的油孔對(duì)準(zhǔn)。若新襯套上無(wú)油孔時(shí),應(yīng)在壓入前先將油孔鉆好。
|
圖1 連桿襯套裝配零件圖 |
圖2 連桿襯套結(jié)構(gòu)圖 |
二、技術(shù)要求
柴油發(fā)電機(jī)維修時(shí),在更換活塞、活塞銷(xiāo)的同時(shí),也要更換連桿襯套,以保證它們之間的配合要求。
1、配合間隙
一般柴油發(fā)電機(jī)連桿襯套與活塞銷(xiāo)的配合間隙為0.005~0.02mm,這樣高的精度要求,一般量具是難以測(cè)量的,在修理過(guò)程中可憑經(jīng)驗(yàn)判斷。將活塞銷(xiāo)用手指輕輕推入連桿銅套內(nèi),以既無(wú)阻力,又無(wú)顯著松動(dòng)現(xiàn)象為宜。
2、接觸面積
活塞銷(xiāo)與連桿襯套的接觸面積在75%以上。 其間隙過(guò)大、過(guò)小,接觸面積過(guò)小的危害與活塞銷(xiāo)、銷(xiāo)座孔間間隙過(guò)大、過(guò)小,接觸面積過(guò)小的危害相同活塞銷(xiāo)與連桿襯套的正確配合,是通過(guò)鉸削來(lái)實(shí)現(xiàn)的。
3、尺寸與公差
(1)連桿襯套外圓尺寸公差等級(jí)應(yīng)不低于GB 1800規(guī)定的1T7。
(2)連桿襯套內(nèi)圓尺寸公差等級(jí)應(yīng)不低于GB 1800規(guī)定的1T6。留鏜量或鉸量的連桿襯套內(nèi)圓尺寸公差等級(jí)由供需雙方商定。
(3)連桿村套寬度B的公差按表1規(guī)定。
表1 連桿村套寬度B的公差(mm)
|
寬度B
|
公差
|
|
≤25
|
0.30
|
|
>25~50
|
0.35
|
|
>50~80
|
0.45
|
|
>80~120
|
0.55
|
(4)內(nèi)、外圓倒角尺寸
連桿襯套內(nèi)、外圓倒角長(zhǎng)度C1、C2應(yīng)優(yōu)先采用0.3,0.5,0.8,1.0,2.0mm。
(5)內(nèi)、外圓倒角角度
① 連桿村套外圓倒角角度α1一般采用45°,亦可采用15°。
② 連桿襯套內(nèi)圓倒角角度α2采用45°。
三、連桿襯套的鉸配
柴油發(fā)電機(jī)的連桿襯套的餃配步驟與活塞銷(xiāo)座孔的鉸配步驟相似。
根據(jù)活塞銷(xiāo)實(shí)際尺寸選擇鉸刀,將鉸刀夾入虎鉗與鉗口平面垂直。
把連桿小端套入餃刀內(nèi),一手托住連桿的大端,一手壓小端,以刀刃能露出襯套上平面3~5mm為第一刀的餃削量。
鉸刀的調(diào)整量:以旋轉(zhuǎn)螺母60°~90°為宜。如鉸削量過(guò)大或過(guò)小,都會(huì)使連桿在鉸削過(guò)程中擺動(dòng),鉸出棱坎或喇叭口。
3、鉸削
(1)更換連桿襯套,必須先取出舊襯套,可使用壓力設(shè)備和專(zhuān)用工具進(jìn)行拆裝,如圖3所示。
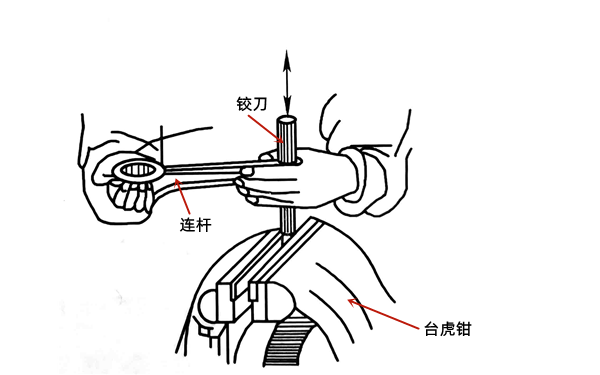
(2)將新的柴油發(fā)電機(jī)的連桿襯套壓入后,應(yīng)先按連桿機(jī)油孔的大小和位置將襯套鉆通,然后根據(jù)活塞銷(xiāo)的外徑尺寸,配鉸襯套內(nèi)孔。連桿襯套的鉸削可用活動(dòng)鉸刀進(jìn)行手工操作,如圖6所示,其操作要點(diǎn)如下:
① 根據(jù)活塞銷(xiāo)直徑,選用合適的活絡(luò)鉸刀,將鉸刀夾在臺(tái)虎鉗上,并使鉸刀與鉗口平面垂直。
② 把連桿襯套套在鉸刀上,一手將連桿大頭托平,另一手把住連桿小頭并向下輕壓,使鉸刀的刀口露出襯套端面3~5mm為宜。若刀口露出過(guò)多或過(guò)少,均需要調(diào)整鉸刀螺母。
③ 鉸削時(shí),一手把住連桿大端,并均勻用力撥轉(zhuǎn),一手把持小端,并向下施壓力進(jìn)行鉸削。鉸削中應(yīng)保持連桿與餃刀成直角,以免鉸偏。(調(diào)次刀校到底后,再將連桿翻面鉸一次,免鉸成錐形當(dāng)襯套下平面與刀刃下方向平齊時(shí),應(yīng)下壓連桿小頭,使襯套從鉸刀下方脫出,以免起棱。
4、試配
(1)在鉸削過(guò)程中,應(yīng)隨時(shí)用活塞銷(xiāo)試配,防止鉸大。每次的鉸削量不宜過(guò)大,一般使鉸刀的調(diào)整螺母旋轉(zhuǎn)60°~90°為宜。
(2)當(dāng)鉸削到用手掌的力將銷(xiāo)子推入襯套1/3~2/3時(shí),應(yīng)停止鉸削,此時(shí),可將銷(xiāo)子壓入或用木錘打入襯套內(nèi)(打時(shí)要防止銷(xiāo)子傾斜),并夾持在虎鉗上左右往復(fù)撥轉(zhuǎn)連桿,然后壓出銷(xiāo)子,查看襯套的接觸情況。
5、修刮
根據(jù)活塞銷(xiāo)與連桿襯套接觸面積的大小,適當(dāng)進(jìn)行修鉸或研磨。如此反復(fù),直到接觸面積和配合間隙均符合技術(shù)要求為止。
|
圖3 連桿襯套的拆卸和安裝圖 |
圖4 連桿襯套鉸削示意圖 |
四、連桿襯套修配專(zhuān)業(yè)工具
1、連桿襯套孔鉆鉸加工夾緊裝置
柴油發(fā)電機(jī)連桿襯套孔鉆鉸加工夾緊裝置包括夾具體、定位組件、夾緊組件、支承塊和鉆套;在夾具體的右側(cè)布置一個(gè)定位件并用緊定螺釘在夾具體上固定,定位件中套上連桿的大頭圓孔,連桿上面放置開(kāi)口墊片,開(kāi)口墊片上用六角螺母旋緊壓住連桿。接著在夾具體左端過(guò)盈或者過(guò)度配合安裝一個(gè)支承塊,支承塊上放置連桿小頭,同時(shí)在夾具體最左邊用第一螺釘緊固一個(gè)支架,支架中以細(xì)牙螺紋形式安裝一個(gè)調(diào)節(jié)手柄,調(diào)節(jié)手柄端部穿過(guò)一個(gè)焊接在夾具體上的支座而活動(dòng)的連接一個(gè)可動(dòng)v型塊。也就是說(shuō),當(dāng)旋調(diào)節(jié)手柄時(shí),可動(dòng)v型塊向右移動(dòng)就可以?shī)A緊和定位連桿小頭了。最后在支座的上面用四個(gè)第二螺釘緊固一塊鉆模板,鉆模板上與連桿小頭襯套孔對(duì)應(yīng)位置安裝一個(gè)用鉆套螺釘緊固的鉆套。之后開(kāi)動(dòng)機(jī)床就可以鉆鉸連桿小頭的襯套孔了。裝置中,為了保證襯套孔鉆鉸順利進(jìn)行,支承塊在連桿小頭襯套孔位置留有孔。
2、連桿襯套壓裝工裝
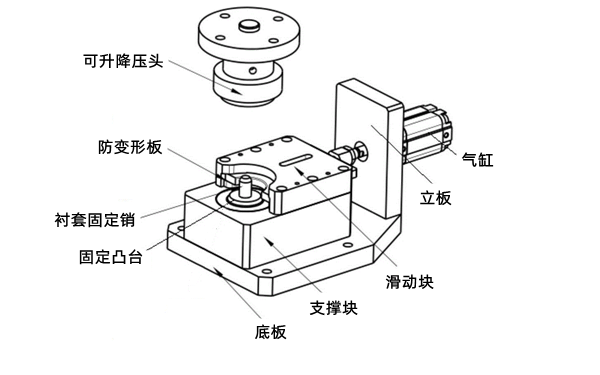
結(jié)構(gòu)如圖5所示,連桿襯套壓裝工裝包括有底板,底板上安裝有支撐塊,支撐塊上安裝有臺(tái)階形連桿端部固定凸臺(tái),連桿端部固定凸臺(tái)的中部設(shè)有襯套固定銷(xiāo),支撐塊的上方安裝有與可升降的壓頭,壓頭的中心位置與其下方的襯套固定銷(xiāo)對(duì)應(yīng),壓頭的升降由其上方的氣缸驅(qū)動(dòng),支撐塊的一側(cè)安裝有可移動(dòng)的滑動(dòng)塊,滑動(dòng)塊的前端部安裝有防變形板,防變形板用于伸入到連桿端部的卡槽中支撐連桿端部,防變形板為弧形板,其弧形與待壓裝襯套的外圓度配合,滑動(dòng)塊的移動(dòng)由其后端部的氣缸驅(qū)動(dòng)。
3、輕型拉拔器
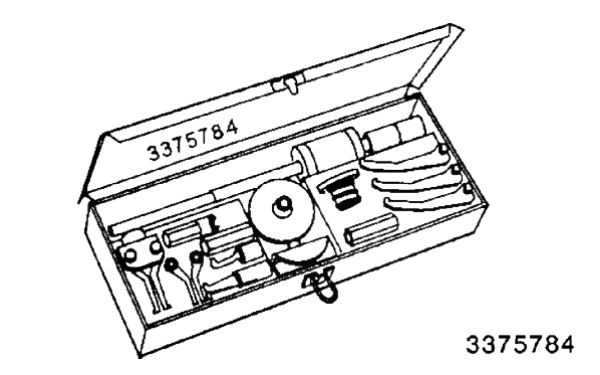
康明斯發(fā)動(dòng)機(jī)公司提供的專(zhuān)業(yè)工具,用于拆卸小的密封、套筒、軸承座圈和襯套。工具號(hào)3375784,如圖6所示。
|
圖5 連桿襯套壓裝工裝設(shè)備示意圖 |
圖6 輕型拉拔器(工具號(hào)3375184) |
總結(jié):
通常,連桿襯套由比連桿“更軟”的材料制成,例如銅。這樣,連桿襯套可以避免磨鐵,延長(zhǎng)機(jī)器的使用壽命。即使連桿襯套打磨好,也可以更換,成本低,經(jīng)濟(jì)性好。因此,應(yīng)使用更耐磨的襯套,以延長(zhǎng)連桿的使用壽命。
----------------
以上信息來(lái)源于互聯(lián)網(wǎng)行業(yè)新聞,特此聲明!
若有違反相關(guān)法律或者侵犯版權(quán),請(qǐng)通知我們!
溫馨提示:未經(jīng)我方許可,請(qǐng)勿隨意轉(zhuǎn)載信息!
如果希望了解更多有關(guān)柴油發(fā)電機(jī)組技術(shù)數(shù)據(jù)與產(chǎn)品資料,請(qǐng)電話(huà)聯(lián)系銷(xiāo)售宣傳部門(mén)或訪(fǎng)問(wèn)我們官網(wǎng):http://www.nkcyfdjpj.cn




