

|
新聞主題 |
康明斯柴油發動機齒輪室、機油泵、凸輪軸和挺桿體的安裝 |
摘要:齒輪室一般安裝于柴油機前端,通常是柴油機齒輪系的安裝及工作腔,為齒輪傳動系統提供保護。齒輪室中包括曲軸正時齒輪、凸輪軸正時齒輪、油泵正時齒輪等以及各類惰齒輪,齒輪室在柴油機中起著重要的作用。它不僅能夠保護齒輪系統,防止灰塵和雜質的進入,延長了齒輪的使用壽命,還能夠防止潤滑劑泄漏,提供安全保護,降低噪音和振動,便于維護和檢修。因此,在設計和使用柴油機時,應該重視齒輪室的選擇和安裝,確保其功能的發揮,提高柴油機的效率和可靠性。
一、齒輪室的作用
齒輪室是柴油機中常見的一個部件,它在機械系統中起著重要的作用。它的作用主要體現在以下幾個方面:
1、保護齒輪系統
齒輪是機械傳動中常見的一種元件,它通過齒輪的嚙合來傳遞動力。齒輪系統通常由多個齒輪組成,這些齒輪在運動過程中會產生摩擦和磨損。齒輪室的存在可以有效地保護齒輪系統,防止外界灰塵、雜質等進入齒輪系統,減少齒輪的磨損和故障,延長齒輪的使用壽命。
2、防止潤滑劑泄漏
在齒輪傳動系統中,潤滑劑是必不可少的,它能夠在齒輪嚙合過程中起到潤滑和冷卻的作用,減少摩擦和磨損。齒輪室可以防止潤滑劑泄漏,保持潤滑劑在齒輪系統內部的循環,確保齒輪的正常運轉。
3、提供安全保護
齒輪傳動系統中的齒輪通常會以高速旋轉,如果沒有齒輪室的保護,齒輪在運動過程中可能會飛濺出來,造成傷害。齒輪室的存在可以有效地防止人員誤碰和事故發生,提供安全保護。
4、降低噪音和振動
齒輪傳動系統在運動過程中會產生噪音和振動,這對于工作環境和設備的穩定性都有一定的影響。齒輪室可以起到隔音和減振的作用,降低齒輪傳動系統的噪音和振動,提高工作環境的舒適性和設備的穩定性。
5、便于維護和檢修
齒輪室通常是可拆卸的,這樣可以方便對齒輪傳動系統進行維護和檢修。當齒輪需要更換或維修時,只需要拆卸齒輪室即可,不需要對整個設備進行拆解,節省了維修時間和成本。
二、齒輪室的安裝步驟
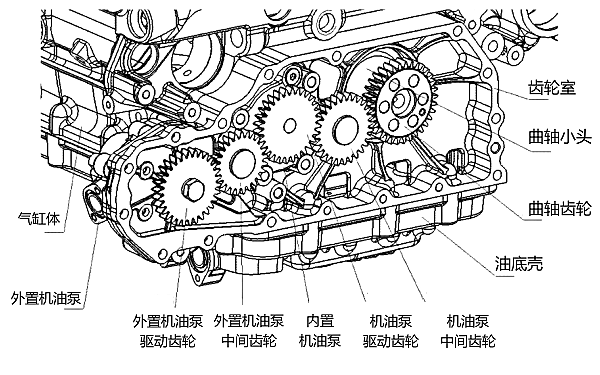
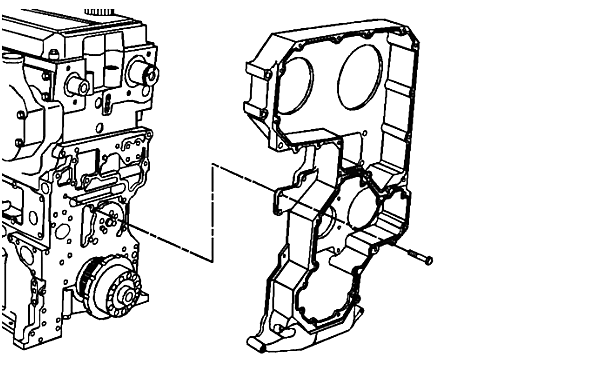
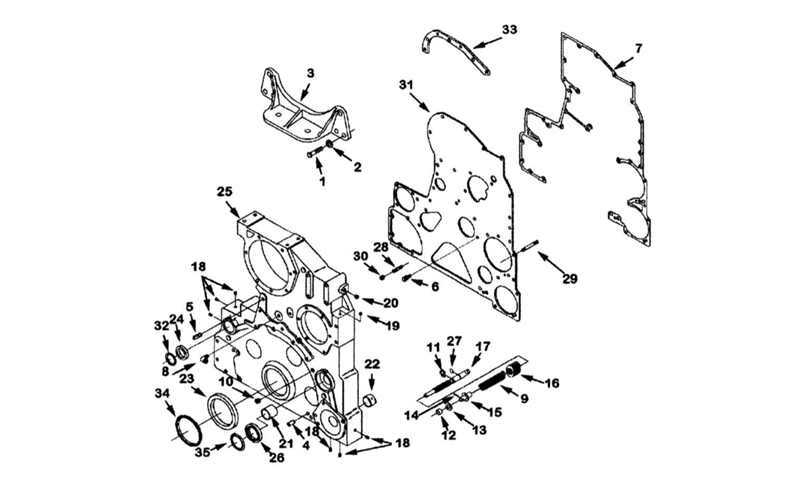
柴油機齒輪室裝配示意圖如圖1所示。
(1)檢查柴油機齒輪室安裝表面的清潔度或運輸過程中造成的缺陷或其他缺陷。
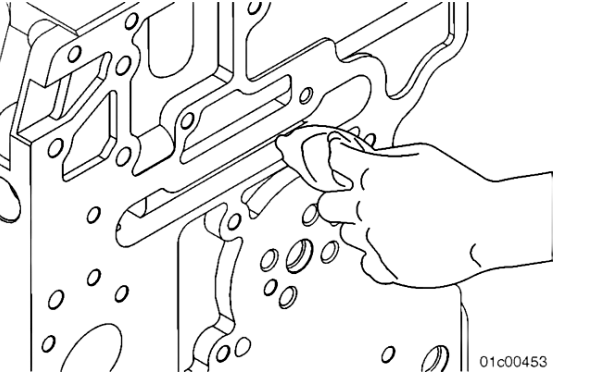
(2)拆卸缸體油道內的保護塞,用干凈的毛巾仔細擦拭油道,檢查并確保沒有碎屑殘留在油道內。
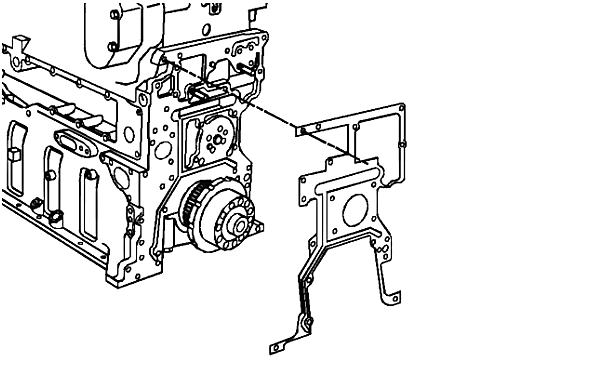
(3)安裝兩根導向雙頭螺柱和新的齒輪室密封墊。先把定位銷壓入缸體前端面定位銷孔內,在缸體的3、4、5孔內,裝上工藝定位銷,把齒輪室密封墊套在工藝定位銷上,然后裝上齒輪室,用手擰其它四個螺栓,再把第1、2螺栓擰緊到(27±3)N•m。
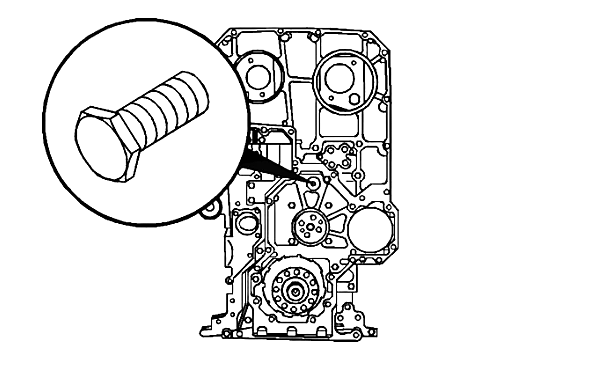
(4)去掉三個工藝定位銷,用手擰上三個螺栓,擰緊3、4螺栓到(27±3)N•m。并保證密封墊仍然對準,再把其余螺栓擰緊到(27±3)N•m。齒輪室的 1 號安裝位置鑄有“專用螺栓”字樣(參見插圖)。此螺釘必須是短頭螺釘,避免螺釘與惰輪接觸。
(5)檢查齒輪室的油底殼安裝面與缸體油底殼安裝面的不平度,應在±0.13mm范圍內,密封墊如高出油底殼安裝面,應用刀修整到不高出油底殼安裝面0.25mm以下。修整時應從里往外,避免屑末掉進發動機內。
(6)安裝齒輪室。該部件的重量達到或超過 23 kg [50 lb]。為減小造成人身傷害的可能性,請使用提升設備或在他人的幫助下提升此部件。
(7)安裝 18 根安裝螺釘。前齒輪室采用四種不同長度的螺釘,應辨別各螺釘及其安裝位置。
(8)拆卸導向雙頭螺釘,并且安裝兩根螺釘。按圖示順序擰緊螺釘。
柴油機的正時齒輪都有標記的,大致有這幾種標記形式,有字母ABCD,還有數字1234,或者是圓點等等,無論哪一種標記,在對正時的時候需要看看,拿數字記號舉個例子說明,便于理解,相嚙合的齒輪上都有同一個數字,這就是這兩個齒輪的記號,有一個齒輪上有兩個相鄰的齒尖上刻有‘1’,另一個齒輪齒尖上刻有一個“1”,接下來就是對記號的關鍵之處,把一個1的齒尖插在兩個1的齒中間,這樣就好了,其他齒輪也按照這樣的方法對好。
|
圖1 柴油機齒輪室裝配示意圖 |
圖2 柴油機缸體油道清潔 |
|
圖3 柴油機齒輪室密封墊安裝 |
圖4 柴油機齒輪室的安裝專用螺栓 |
|
圖5 柴油機齒輪室安裝 |
圖6 柴油機齒輪室螺釘安裝順序 |
三、齒輪室加工方法
齒輪室材料為HT250(170HBS到241HBS),其主要要求為彎曲應力小于30MPa;摩擦面間的壓力大于0.5MPa;要求一定的密封性;較弱的腐蝕性介質。其主要加工部位是零件的主要表面,以及中間的一些用于裝配的孔,在零件的四周及其上下表面進行鉆孔和攻螺紋。由于正時齒輪室為薄壁殼體類的零件,其最小處的厚度僅為5毫米,所以在進行加緊時必須考慮其夾緊力對零件加工的影響。同時,由于該零件不具有回轉的表面,所以不適合于車削加工。綜上所述,正時齒輪室的主要加工的主要方式為鉆削、銑削、和鏜削加工。
1、零件主要加工部位
根據零件圖,我們可以對零件結構進行分析,一般情況下最主要的加工部位多為尺寸公差小,形狀誤差小,位置精度高。故而據此原則并結合正時齒輪室的實際功用對主要加工部位進行確定。零件的主要加工之處如下:
(1)正時齒輪室的反面加工,最終要求保證平面度0.06,表面粗糙度Ra3.2。
(2)正時齒輪室的正面(A)加工,最終要求保證尺寸60.3±0.05,平面度0.06,表面粗糙度Ra3.2,平行度0.08。
(3)正時齒輪室反面孔φ25H7、φ72H7、φ115H8、φ11、φ9、等孔進行加工。
(4)正時齒輪室四周孔加工,以及攻絲加工。
(5)正時齒輪室正面φ142H8、φ155、φ75等孔加工。
其中重要的加工孔有反面的φ90(精度要求為7級)、φ14(精度要求為7級)φ9(位置度要求值為0.4),正面(A)上的工藝孔、φ10(精度要求為8級且有位置度要求)、φ142(精度要求為8級)、φ115(其位置度要求的值為0.05)。由以上分析可知,我們可以以正時齒輪室的正面為粗基準,加工反面,然后以反面為基準,加工正面。然后分別以正、反面為精基準進行其他孔面加工。
|
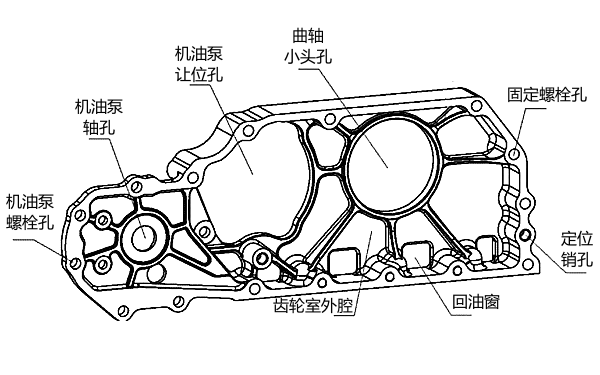
圖7 柴油機齒輪室前側結構示意圖 |
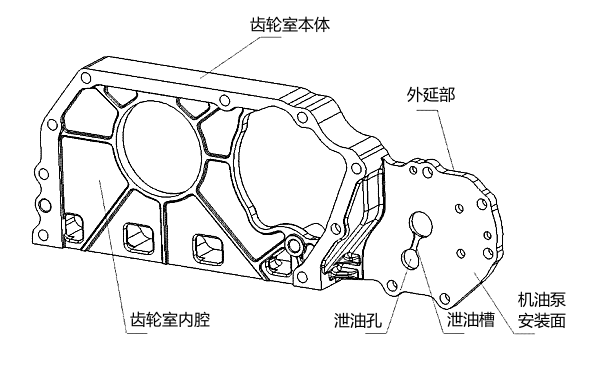
圖8 柴油機齒輪室后側結構示意圖 |
2、基準選擇原則
所謂基準就是零件上用來確定點、線、面位置時,作為參考的其他的點、線、面。在這里我們重點需要注意的為定位基準,以保證工件在機床夾具上占有正確位置。通常,定位基準的選擇將對零件的加工精度產生巨大的影響,若定位基準與設計基準不重合,將產生定位誤差。未經過加工的基準稱之為粗基準,加工過的則稱之為精基準。在進行工件的加工時候,前面的幾道工序都優先考慮對基準面進行加工以提高零件的定位精度。粗基準的選擇原則:
(1)盡可能選擇精度要求高的主要表面為作為粗基準。
(2)選用非加工表面的表面做粗基準,以保證加工面與不加工面之間的位置精度。
(3)盡可能選用光整、無飛邊、澆口、冒口或其他缺陷的表面作為粗基準。精基準的選擇原則:精基準的選擇主要是為了減少誤差,提高定位精度。
① 選設計基準或工序基準為定位基準,即遵循“基準重合”。
② 盡可能選用同一組定位基準加工各個表面,即遵循“基準統一”。
③ 對于一些精度要求很高的表面,則可以使用其自身為基準,即遵循“自為基準”。
④ 對于幾個表面之間有好高的位置精度的表面,可以互為基準加工,即遵循“互為基準”。
|
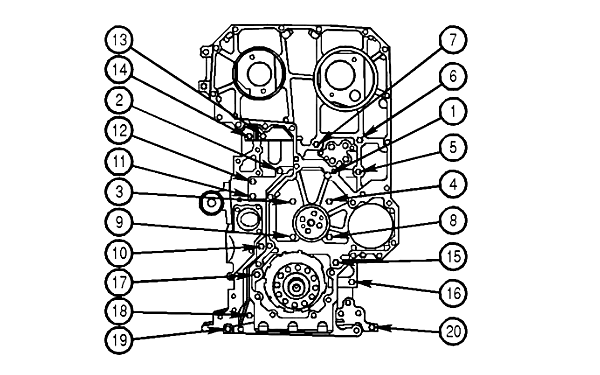
圖9 柴油機齒輪室零件組成 |
|||||
|
級別
|
零件號
|
圖上
標號
|
零件名稱 Part Name
|
數量 Req
|
|
|
中文
|
英文
|
||||
|
02
|
3034776
|
|
齒輪室蓋及盤車機構
|
COVER,GEAR
|
1
|
|
03
|
3009620
|
9
|
發動機盤車彈簣
|
SPRING.ENGINE BAR
|
1
|
|
03
|
3013786
|
10
|
|
PLUG,PI PE
|
2
|
|
03
|
3015525
|
11
|
擋圏
|
RING,RETAINING
|
1
|
|
03
|
3018914
|
|
盤車軸套
|
GUIDE,BARR I NG SHAFT
|
1
|
|
|
3018909
|
12
|
村套
|
BUSHING
|
1
|
|
|
3018910
|
13
|
止推軸承
|
BEARING,THRUST
|
1
|
|
|
3018911
|
14
|
|
PIN,ROLL
|
1
|
|
|
3019154
|
15
|
|
GUIDE,BARRING SHAFT
|
1
|
|
03
|
3019152
|
16
|
發動機盤車齒輪
|
GEAR,ENG I NG BARRING
|
1
|
|
03
|
3019153
|
17
|
盤車軸
|
SHAFT,BARR I NG
|
1
|
|
03
|
3025460
|
18
|
管富
|
PLUG,PIPE
|
6
|
|
03
|
3034777
|
|
齒輪空蓋
|
COVER,GEAR
|
1
|
|
04
|
132770
|
21
|
村套
|
BUSHING
|
2
|
|
04
|
205133
|
22
|
|
BUSHING
|
1
|
|
04
|
3021194
|
25
|
齒輪室蓋
|
COVER,GEAR
|
1
|
|
04
|
3016787
|
23
|
油封
|
SEAL,OIL
|
1
|
|
04
|
3016791
|
24
|
油封
|
SEAL.OIL
|
1
|
|
04
|
3628895
|
26
|
油封
|
SEAL,OIL
|
1
|
|
03
|
3201125
|
27
|
O型密封圈
|
SEAL ORING
|
1
|
|
02
|
3044522
|
|
正時齒輪室板
|
PLATE.GEAR COVER
|
1
|
|
03
|
206217
|
28
|
雙頭螺栓
|
STUD
|
1
|
|
03
|
206218
|
29
|
雙頭螺栓
|
STUD
|
1
|
|
03
|
3019961
|
30
|
堵塞螺母
|
NUT,PLUG
|
2
|
|
03
|
3044521
|
31
|
正時齒輪室板
|
PLATE,GEAR COVER
|
1
|
|
02
|
3016717
|
|
正時齒輪室板安裝
|
MTG.GEAR COVER
|
1
|
|
03
|
70645
|
4
|
主定位銷
|
DOfEL PIN
|
1
|
|
03
|
102957
|
5
|
定位銷
|
DOWEL,DIAMOND
|
1
|
|
03
|
3014766
|
6
|
帯墊螺栓
|
SCREW,CAPTIVE WASHER CAP
|
12
|
|
03
|
3410141
|
7
|
襯墊
|
GASKET,COVER PIAT
|
1
|
|
02
|
AR10702
|
|
發動機前支架安裝
|
SUPPURT.FRONT EN
|
1
|
|
03
|
206343
|
3
|
發動機前支架
|
SUPPORT.FRONT ENGING
|
1
|
|
03
|
S173A
|
1
|
六角螺栓
|
SCREW,HEXAGON HEAD
|
6
|
|
03
|
S603
|
2
|
彈簧墊圈
|
WASHER,LOCK
|
6
|
|
02
|
3200642
|
33
|
夾板
|
PLAT IE CLAMPING
|
1
|
總結:
在進行齒輪室的零件加工中,主要是得保證幾個大孔之間的相對位置、距離以及保證這幾個孔尺寸在公差范圍之內。故而要確保加工準確性,在齒輪室加工中盡可能地減少裝夾次數,同時在加工這幾個大孔時盡量保證使用同一基準面。所以選擇了立式加工中心對齒輪室孔進行加工。在保證加工質量的同時,零件生產效率得以提高,勞動強度降低,從而降低了零件的加工成本。在定位方式的選擇上,在大多工序上采用“一面兩銷”的定位方式,保證了加工精度,提高了加工效率。夾具選擇則多以專用夾具為主,故而在這種大批量生產的情況下可以擁有更高的生產率。
----------------
以上信息來源于互聯網行業新聞,特此聲明!
若有違反相關法律或者侵犯版權,請通知我們!
溫馨提示:未經我方許可,請勿隨意轉載信息!
如果希望了解更多有關柴油發電機組技術數據與產品資料,請電話聯系銷售宣傳部門或訪問我們官網:http://www.nkcyfdjpj.cn
- 上一篇:活塞連桿組正反安裝順序
- 下一篇:柴油發電機組連桿瓦和主軸瓦的裝配流程




