

|
新聞主題 |
柴油發電機的增壓器間隙測量與校中檢驗 |
廢氣渦輪增壓器的作用是利用柴油發電機廢氣能量驅動渦輪帶動同軸上的壓氣機,把空氣壓力提高送入氣缸,使柴油發電機功率大幅度提高。其容易產生的故障一般為氣封損傷、渦輪殼體腐蝕、軸承損壞、葉片損傷、增壓器振動等常見毛病。
|
增壓器結構解剖圖 |
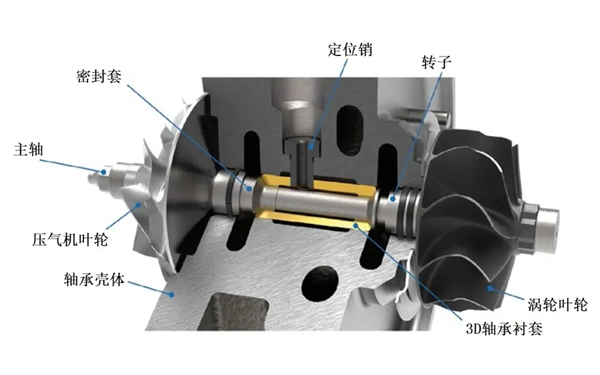
一、廢氣渦輪增壓器的清洗
①不允許用有腐蝕性的清洗液來清洗各零部件。
②在清洗液內浸泡零部件上積炭及沉淀物使之松軟。其中,中間殼回油腔內在渦輪端側壁的較厚積炭層必須徹底鏟除。
③只能用塑料刮刀或鬃毛刷清洗或鏟刮鋁質和銅質零部件上的積污。
④若用蒸汽沖擊清洗時應將軸頸和其他軸承表面保護起來。
⑤應用壓縮空氣來清潔所有零部件上潤滑油通道。
二、廢氣渦輪增壓器的檢查
康明斯發電機外觀檢查前各零件不要清洗,以便分析損壞原因。下面列出所要檢查的主要零部件。
(1)浮動軸承
觀察浮環端面和內外表面的磨損情況。一般情況下,經長期運轉后內外表面上所鍍的鉛錫層仍存在,而外圓表面磨損較內圓表面大,開有油槽的端面上稍有磨損痕跡,這些均屬正常狀況。浮環工作表面上劃出的溝槽是因潤滑油不干凈所引起的,如果表面刻痕較為嚴重或經測量超過磨損極限時建議更換新的浮環。
(2)中間殼
觀察與壓氣機葉輪背部以及與渦輪葉輪背部相鄰的表面有否碰擦痕跡與積炭程度。若有碰擦現象、浮動軸承有較大磨損及軸承內孔座表面遭到破壞,則需用相應的研磨棒研磨內孔或用金相砂皮輕輕擦拭內孔表面,除去黏附在內孔表面上的銅鉛物質的痕跡,經測量合格后才能繼續使用,并應分析引起上述不良情況的原因。
(3)渦輪
轉子軸在轉子工作軸頸上,用手指摸其工作表面,應該感覺不出有明顯的溝槽;觀察渦輪端密封環槽處積炭和環槽側壁的磨損情況;觀察渦輪葉片進出口邊緣有否彎曲和斷裂;葉片出口邊緣有無裂紋和葉片頂尖部位有否因碰擦引起的卷邊毛刺;渦輪葉背有否碰擦傷現象等。
(4)壓氣機葉輪
檢查葉輪背部及葉片頂尖部分有無碰擦現象;檢查葉片有無彎曲和斷裂;葉片進出口邊緣有無裂紋及被異物碰傷現象等。
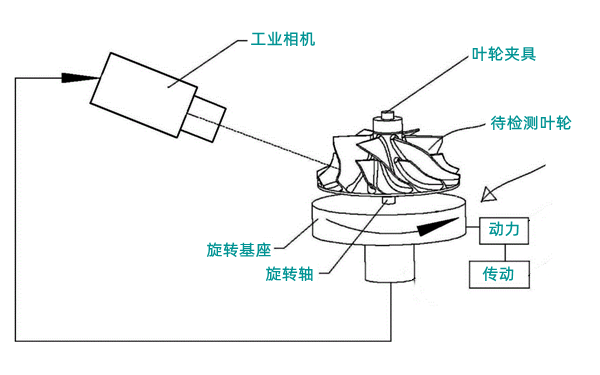
|
增壓器葉輪外觀損傷檢查 |
(5)渦輪殼及壓氣機殼
檢查各殼體上圓弧部分的碰擦情況或有否被異物擦傷的現象。注意觀察各流道表面上油污沉積程度并分析引起上述不良情況的原因。
(6)彈力密封環
檢查密封環工作兩側面磨損和積炭情況,測量環的厚度及自由狀態時開口間隙應不小于2mm,若小于上述數值及環的厚度超過規定的磨損極限時應更換。
(7)推力片及推力軸承
在工作面上不應有手指感覺得出來的明顯溝槽,同時檢查推力軸承上進油孔有否阻塞,并測量各件的軸向厚度應符合規定的尺寸范圍。若推力片工作表面有明顯磨損痕跡但又未超過磨損極限值時,則可在重裝時分別將兩片推力片的另一未磨損的面作為工作面依次裝入。
(8)壓氣機端氣封板及中間殼
在渦輪端的彈力密封環座孔檢查彈力密封環與座孔接觸部位有無磨損現象。
三、增壓器間隙測量與校中檢驗
1、主要測量間隙
(1)間隙N——軸子的軸向竄動量。即壓氣機L端的推力軸承與轉子端面之間的軸向間隙。
(2)間隙L——壓氣機葉輪前方與殼體之間的間隙。
(3)間隙M——壓氣機葉輪反面與氣封板之間的軸向間隙。
2、測量注意事項
(1)增壓器轉子拆卸前后不需檢測軸承間隙。
(2)增壓器轉子校中時不需檢測各軸承的軸承間隙。
(3)增壓器轉子校中時假設壓氣機葉輪前后間隙不滿足要求時應采取措施∶
• 增加壓氣機端轉子軸的調位墊片;
• 減少壓氣機端轉子軸的調位墊片;
• 交換壓氣機端和渦輪機端轉子軸的調位墊片。
3、校中檢驗
增壓器平穩、無振動高速運轉的條件是平衡精度和對中精度符合要求。所謂對中精度檢驗即是增壓器校中測量是通過測量N、M、L間隙進行對中情況的精確檢驗。
(1)保證增壓器轉子受熱膨脹不會產生壓氣機葉輪與氣封板碰撞的間隙是M值(壓氣機葉輪的后間隙)。
(2)保證壓氣機葉輪不與殼體相碰的間隙是L(壓氣機葉輪的前間隙)。
----------------
以上信息來源于互聯網行業新聞,特此聲明!
若有違反相關法律或者侵犯版權,請通知我們!
溫馨提示:未經我方許可,請勿隨意轉載信息!
如果希望了解更多有關柴油發電機組技術數據與產品資料,請電話聯系銷售宣傳部門或訪問我們官網:http://www.nkcyfdjpj.cn
- 上一篇:渦輪增壓器的拆卸、清洗、檢修與裝配
- 下一篇:柴油機氣門研磨的工作步驟和方法




