

|
新聞主題 |
康明斯柴發機組氣門導管的檢驗與修理 |
摘要:在柴油發電機維修行業中,由于缺少專業的工具和量具,往往喜好采用經驗法進行氣門導管檢修,產生維修質量不高的問題。對此,康明斯公司提出了采用工量具進行氣門導管檢驗和修理的方法,實踐證明,可以在很大程度上改善氣門導管的維修質量,提高柴油發電機的工作可靠性。康明斯公司在本文中將氣門導管的常見故障、間隙測量和更換方法進行了簡要說明。
一、氣門導管常見故障
氣門導管是發動機氣門的導向裝置,對氣門起導向作用,并使氣門桿上的熱量經氣門導管傳給汽缸蓋。氣門導管內、外圓柱面經加工后壓入氣缸蓋或氣缸體的氣門導管孔中,然后再精加工鉸內孔,為防止軸向轉動,設有卡環定位槽,它與定位卡環配合便可防止工作時導管移動而落入氣缸中,氣門桿與氣門導管之間一般留有微量間隙,使氣門桿能在導管中自由運動,氣門導管工作溫度較高,潤滑較差,一般用含石墨較高的鑄鐵或鐵基粉末冶金制成,以提高自潤滑性能。柴油發電機氣門導管的工作條件與氣門的工作條件基本相同,其常見故障如下:
1、內徑磨損
這主要是因為氣門與氣門導管摩擦頻繁的結果。磨損后會使氣門桿與導管之間的配合間隙過大,加速氣門桿與導管的磨損,對氣門散熱也造成困難。所以,在柴油機大中修時,必須對氣門桿與氣門導管的配合間隙進行檢驗與修理。
2、安裝不到位
氣門導管進入氣缸蓋的深度是一個非常重要的技術指標。氣門導管過度伸入氣道會增加進排氣阻力,特別是發動機高速運轉時,阻力會急劇上升;如果氣門導管伸入氣缸蓋內較少,容易造成氣門導管與氣門彈簧蓋、氣門搖臂等零件之間的運動干涉。大部分是氣門導管上端伸出氣缸蓋上平面過多的故障居多。
3、氣門導管破裂
氣門導管的材料是鐵基粉末冶金或者鑄鐵,當出現運動千涉,受到強力沖擊時,氣門導管容易發生破碎。
4、外徑過盈量消失
氣門導管裝配過盈量應控制在1%,如果過盈量過大,氣缸蓋可能會變形甚至開裂。
二、氣門桿與導管檢驗
氣門導管與氣門之間一般為過盈配合,過盈度低。在實際使用時,固定不牢靠,易在長期使用后出現掉入柴油機內部的情況,過盈度高,不利于安裝與拆卸,特別是在導管在長期使用內壁出現磨損后,與氣門桿之間的縫隙過大,需要更換時,拆卸難度大,且易損壞柴油機。
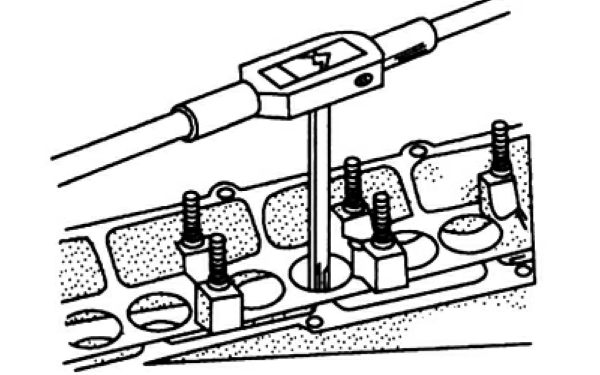
1、測量法
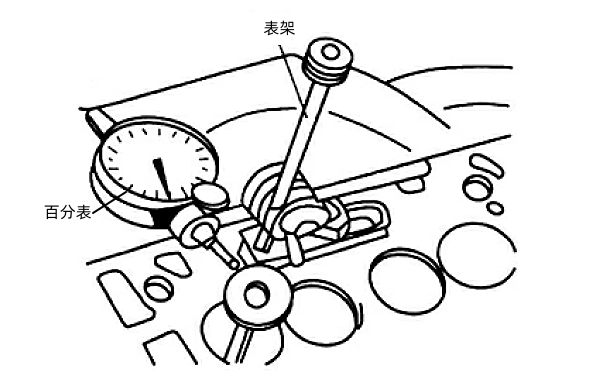
其方法如圖1所示,將氣門置于氣門導管孔內,使氣門頂高出座口約10mm左右,并在氣缸體的適當位置安裝百分表,使其量頭觸點抵住氣門頭的邊緣,然后將氣門頭部沿百分表觸點方向往復推動。百分表上測得的擺差的一半,即是氣門桿與導管孔間的近似間隙。進氣門為0.04~0.08mm,排氣門為0.05~0.10mm。
2、經驗法
① 在氣門桿上涂上少量機油,插在導管中,如氣門能以本身重量緩緩下降,則間隙為合適。
② 在不涂機油的情況下,用手堵住導管下端,迅速拔起氣門,感覺有吸力,則配合間隙合適。
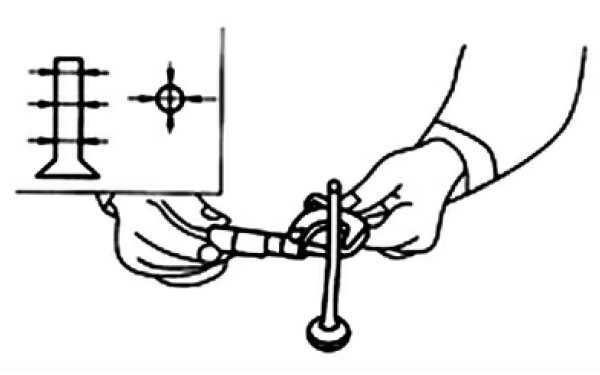
3、密封性檢測
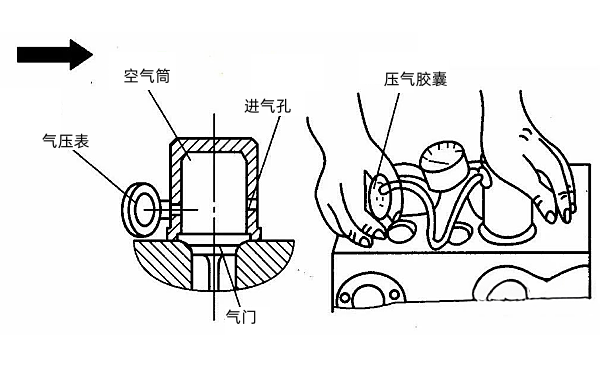
氣門和氣門座經過修理后,都要進行密封性檢測,如圖2所示。
檢查試驗時,先將空氣筒緊密貼在氣門頭部周圍,再將橡膠球緊密貼在氣門頭部周圍,再壓縮橡膠球,使空氣容筒具有一定的壓力。如果在半分鐘內,氣壓表的讀數不下降,則表示氣門和氣門座的密封性良好。
|
圖1 氣門桿和導管配合間隙檢查 |
圖2 氣門與氣門座圈的密封性加壓法檢查 |
三、氣門導管的拆裝
1、更換原則
① 氣門桿磨損未超過極限,但配合間隙過大,應更換導管。
② 氣門導管外圓磨損,配合松動,應更換導管。
③ 氣門桿磨損量超過極限應更換氣門,同時應對導管進行修配。
④ 新導管的選擇,要求導管的內徑與氣門桿尺寸相適應,其外徑與導管座孔的配合應有一定的公盈量。公盈量一般為0.025~0.075mm,各機型均有具體規定。
2、拆卸步驟
(1)用深度游標尺測量原氣門導管上端伸出氣缸蓋平面的尺寸,并記錄下來。
(2)使用專用工具進行拆卸。如果缺少專用工具,可以找相應的帶肩沖頭,其直徑比氣門導管外徑小1.5rmn左右。
(3)用錘子從相反方向壓出氣門導管,小心壓出氣門導管,盡量不要傷到氣缸蓋。
3、更換步驟
(1)沖出舊導管更換導管時,選用與導管內徑合適的銃子,把銃子的一端裝于導管內,用壓床壓出,或用手錘銃出舊導管。
(2)清洗導管及座孔。
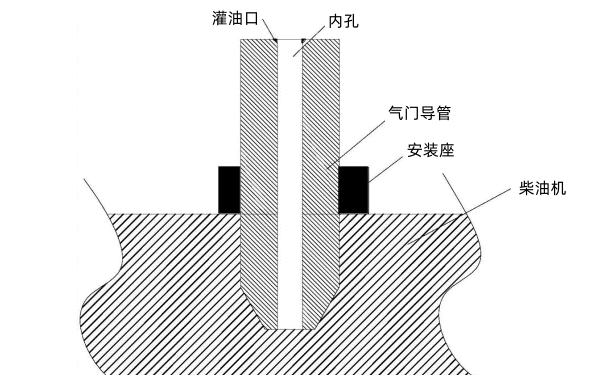
(3)壓入新導管,安裝方法如圖3所示。
① 壓入前
應在導管外壁涂一層機油,錐面朝上(氣門頭一端),正直地放在導管座孔上,壓入或銃入。銃出舊導管或壓入新導管時,不能使銃子擺動,避免損壞導管。
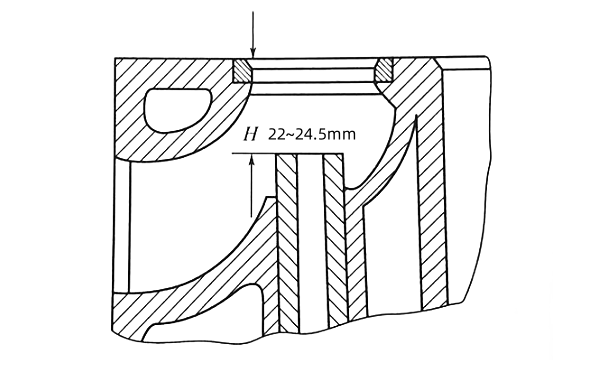
② 壓入后
應測量導管上端與缸體(蓋)平面的距離,一般為22~24.5mm,如圖4所示。簡單的辦法就是與拆卸前的導管上端和缸體(蓋)平面的距離一致,因此,在拆舊導管時應注意這一點。如是倒立式氣門,也可測量氣門腳一端的導管至缸蓋平面的距離,因為氣門導管裝的深度過深或過淺都不好。裝得過深會增加進排氣阻力,同時氣門升起時氣門彈簧或氣門鎖夾就容易碰到導管下端。當運轉時,此處往往易發出一種類似于氣門間隙過大的敲擊聲。嚴重時常導致零件早期損壞。裝得過淺會影響氣門和導管的散熱效果。過深或過淺都會使氣門降不到最低位置,造成氣門漏氣。
|
圖3 氣門導管安裝壓入方法 |
圖4 氣門導管與缸體上面的距離示意圖 |
四、更換后的修理
1、氣門導管的修理
(1)若導管與氣門桿間隙過小,可用氣門導管鉸刀鉸削導管內孔(如圖5所示)。鉸削時,應根據氣門桿直徑大小選擇和調整好鉸刀,吃刀量不能過大,鉸刀要保持平正,邊鉸削邊試配,直至達到合適的配合間隙。在沒有氣門鉸管進行研磨,直至符合要求。
(2)試配方法是將氣門導管和氣門桿擦拭干凈,在氣門桿上涂一層薄機油,放入導管內上下拉動幾次,這時氣門若能以自重緩緩下降,則認為配合適當,松緊適宜。
2、氣門桿的修理
在更換導管的同時,還應修理氣門桿。
① 鍍鉻或鍍鐵加粗到修理尺寸。
② 當氣門桿直徑已減小到使用極限,則應更換氣門。
③ 氣門桿磨損可用千分尺在磨損最大部位和桿尾部未磨損部位對比測量(如圖6所示),當氣門桿磨損量超過0.075mm或用手觸摸有明顯的階梯形感覺時,應更換氣門。
在修理中,有時采用更換氣門并同時更換氣門導管的方法來恢復規定的配合間隙。經配合好的氣門與導管,應在氣門頭上做出記號,以免錯亂。
|
圖5 氣門導管鉸削示意圖 |
圖6 氣門桿磨損測量和檢驗 |
總結:
柴油發電機組配氣機構的檢修,應同其他關鍵部件一樣給予重視,這些設備的正常工作,直接影響主機的安全運行,必須經常保持良好的狀態。為了保證柴油機及配氣機構的檢修質量和計劃任務的完成,柴油機檢修,應建立明確的崗位責任制,嚴格執行檢修工藝規程,做到檢修工藝規程中規定的檢修質量標準。做好檢修記錄和試驗記錄,建立設備臺帳。制定大、小修工時定額、費用定額,逐步實現按定員定額組織生產。
----------------
以上信息來源于互聯網行業新聞,特此聲明!
若有違反相關法律或者侵犯版權,請通知我們!
溫馨提示:未經我方許可,請勿隨意轉載信息!
如果希望了解更多有關柴油發電機組技術數據與產品資料,請電話聯系銷售宣傳部門或訪問我們官網:http://www.nkcyfdjpj.cn
- 上一篇:發動機氣門座拆裝和鉸削方法
- 下一篇:發電機突然短路試驗的步驟和計算公式




