

|
新聞主題 |
噴油器常見故障原因、故障排除和檢測方法 |
摘要:噴油器是柴油機精密件之一,針閥與針閥體之間的配合間隙只有0.002~0.003 mm。噴油嘴的形狀是燃油系統中一個非常重要的參數,它對噴霧質量、噴注形態、燃油與空氣混合狀態有很大的影響,這些因素直接影響柴油機的排放指標。它易產生的故障有針閥錐面與針閥體錐面磨損、針閥與針閥孔導向面磨損、噴孔擴大、針閥卡住、噴孔阻塞、噴油壓力過高或過低等。康明斯發電機廠家在本文詳細分析了這些故障產生的原因,并提出了排除故障的方法。
一、噴油器常見故障
1、噴油器磨損
噴油器(軸針式)經常發生磨損的部位有密封錐面、噴孔、針閥與針閥孔導向面。
(1)密封錐面的磨損
密封錐面的磨損是由于噴油器彈簧的沖擊與柴油中雜質的作用所致。密封錐面磨損后會使錐面密封環帶接觸面加寬、錐面變形,光潔度降低。其結果造成噴油嘴滴油,噴孔附近形成積炭,甚至堵塞噴孔。滴油嚴重的噴油嘴,在工作中還會出現斷續的敲擊聲,導致柴油機工作不均勻,排氣冒黑煙等。
排除的方法為:拆開噴油器,在針閥頭部沾少許氧化鉻細研磨膏對錐面進行研磨,然后用柴油洗凈,最后裝入噴油器進行性能檢測。若性能檢測不合格,則需更換針閥偶件。實際維修過程中,特別要注意不要將研磨膏粘到針閥孔內,維修中如沒有研磨膏也可用牙膏或機油替代。
(2)噴孔擴大
噴孔擴大是由噴油器工作時高壓油流不斷噴射沖刷噴孔導致。噴孔擴大導致噴油壓力下降,噴射距離縮短,柴油霧化不良,缸內積碳增多。對于多孔直噴式噴油器,由于孔數多、孔徑小,噴孔擴大的維修難度較大。一般情況下采取更換針閥偶件的辦法來修復噴油器。如暫時沒有針閥偶件可供更換,則用高速鋼磨制的沖樣在各孔端輕輕敲擊,使噴孔塑形變小,若經調試仍不合格,則應更換針閥偶件。
(3)針閥與針閥孔導向面磨損
針閥與針閥孔導向面磨損是由于柴油中含有雜質所致。磨損后使導向部分磨成錐形(下端磨損大)。其結果使噴油嘴的回油量增多,供油量減少,噴油壓力降低,噴油時間延遲。這種狀態下,柴油機既不能全負荷工作,也會造成起動困難。為防止針閥及針閥孔導向面磨損,應按時保養柴油濾清器,經常排放濾清器和油箱內的沉淀油,以防灰砂雜質的侵入而加速針閥偶件的磨損。對于磨損嚴重的針閥,應及時更換新的針閥偶件。
2、噴孔阻塞
噴孔阻塞的主要原因:
(1)柴油機長期放置,噴嘴銹蝕,導致噴孔半阻塞或完全阻塞;
(2)燃油中混進了固體雜質微粒,或因燃燒不良產生積碳,工作時間稍長就會積結在噴油器的噴孔周圍,使噴孔成為半阻塞狀態。
噴孔一旦被阻塞,噴油泵的供油壓力就會上升并伴有敲擊的聲音發出。防止噴油孔阻塞的方法,一方面是對于進入噴油器的燃油要經過嚴格的多道過濾,目前,大多數噴油器在其內部增加了油濾偶件;另一方面通過改進燃燒的辦法,防止因積碳過多而阻塞噴孔。
噴孔阻塞的排除方法:先將噴油器拆下來,用機械或弱腐蝕的方法清除掉噴嘴上的積碳或鐵銹。在保護好密封座面不受損傷的情況下,用鋼絲或噴孔加工時使用的鉆頭清理噴孔內的積炭或鐵銹。使用鋼絲清除噴孔內的積炭或鐵銹時,必須將鋼絲裝在夾頭中進行,并且鋼絲露出噴孔的長度不應超過2mm,以便得到較大的彎曲強度,防止鋼絲折斷在孔中。
3、噴油壓力過高或過低
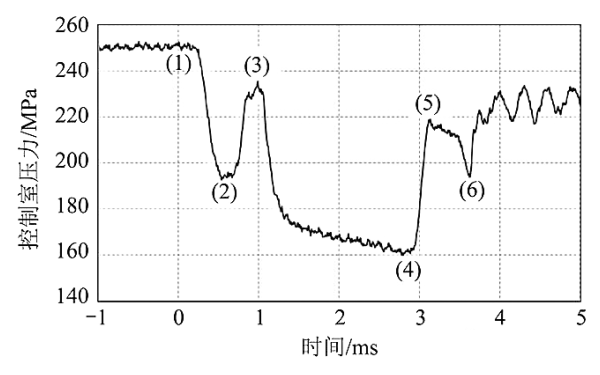
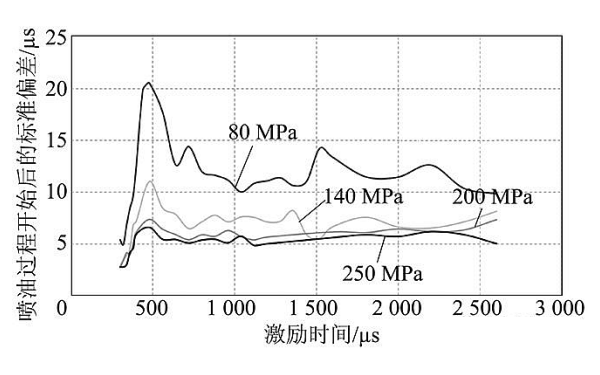
柴油機噴油器壓力和噴油開始后激勵持續時間的偏差曲線,分別如圖1、圖2所示。
(1)噴油壓力過高的原因:
① 針閥粘住或卡死在針閥體內;
② 調壓彈簧壓力過大;
③ 噴孔堵塞。
(2)噴油壓力過低的原因:
① 針閥導向部分與針閥體間隙過大或針閥錐面密封不嚴;
② 噴油嘴與噴油器體接觸面密封不嚴;
③ 調壓螺釘松動;
④ 調壓彈簧壓力太小或折斷。
出現噴油壓力過高或過低現象時,應將噴油器拆開清洗,并進行相應的調試和修理。噴油壓力調整得過高或過低,都會導致柴油機工作不穩定和功率不足,甚至導致燃燒室及活塞等零件的早期磨損。一般來說,噴油壓力如果調整過低將使得噴油的霧化質量大大降低,柴油消耗量增加,且不易起動柴油機。即使能起動,因柴油機燃燒不完全,排氣管會一直冒黑煙,噴油嘴針閥也容易積碳。如果噴油壓力調整過高,則易引起柴油機在工作時產生敲擊聲,并使功率下降,同時也容易使噴油泵柱塞偶件及噴油器早期磨損,有時還會把高壓管脹裂。
|
圖1 噴油器壓力信號曲線 |
圖2 噴油器噴油開始后激勵持續時間的偏差曲線 |
4、針閥卡住
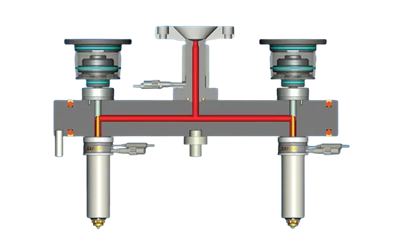
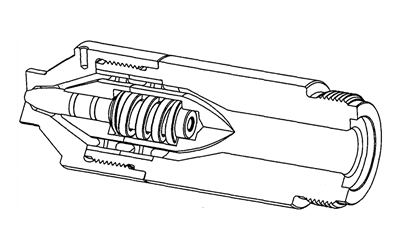
柴油機噴油器針閥工作和內部結構如圖3、圖4所示。
(1)噴油器與汽缸蓋上的安裝孔間的銅墊不平,密封不嚴
噴油器安裝歪斜,在工作中漏氣,使噴油嘴局部溫度過高而燒壞。為此,噴油器安裝到汽缸蓋上去時,要注意將固定噴油器的兩個螺母分兩到三次均勻地擰緊,并擰到規定力矩,不要用力過小或過大。不使噴油器歪斜,紫銅墊圈要平整、完好,更不要漏裝以防漏氣。但這個密封紫銅墊圈只能安裝一個,多裝了就改變了噴油嘴裝人的深度,使噴射的柴油與空氣混合不良,冒黑煙。
(2)噴油器沒有定期保養和調整噴油壓力。
保養方法:噴油器工作700h左右應檢查調整一次。若開啟壓力低于規定值1Mpa以上或針閥頭部積碳嚴重時,則應卸出針閥放入清潔柴油中用木片刮除積碳,用細鋼絲疏通噴孔,裝后進行調試,要求同一臺機器的各缸噴油壓力差必須小于1Mpa。為使噴油器噴入缸內的柴油能夠及時地完全燃燒,必須定期檢查油泵的供油時間。
(3)噴油嘴內由于柴油帶進來的雜質或積炭而使針閥卡住。
噴油嘴由于積碳的原因會導致堵塞,所以需要使用清洗劑清洗,以避免噴油嘴發生故障,并延長噴油嘴的使用壽命。
(4)噴油嘴針閥錐面密封不嚴,滲漏柴油。
當其端面因滲漏柴油而潮濕時,就可能引起表面燃燒。燃燒的熱量直接影響噴油嘴,從而使噴油嘴燒壞。
(5)柴油機的工作溫度過高,使針閥卡住。
針閥如果在開啟狀態時卡住,則噴油嘴噴出的柴油就不能霧化,也不能完全燃燒。此時就會有大量冒黑煙現象發生。未燃燒的柴油還會沖到汽缸壁上稀釋機油,加速其他機件的磨損。如果針閥在關閉狀態卡住,噴油泵的供油壓力再大,也不能使針閥打開,那么這個汽缸就不能工作。總之,不管針閥是在開啟狀態下卡住,還是在關閉狀態下卡住,都會使柴油機工作不均勻,并使功率顯著下降。
針閥在關閉狀態卡住時,還會在燃燒系統中產生高壓敲擊聲。這時可根據噴油泵發響的位置,利用停止供油的方法檢查,或立即停止運轉檢查,以免頂壞噴油泵的機件。
噴油嘴卡住后不一定全部報廢。有時用較軟的物體(如木棒等)除去針閥上的積炭,并用機油進行適當的研磨后,仍可繼續使用。若噴油嘴卡住后拔不出來,可將噴油嘴放入盛有柴油的容器內,并將其加熱至柴油沸騰開始冒煙時為止。然后將噴油嘴取出,夾在虎鉗上用一把鯉魚鉗(鉗口應包塊銅皮等軟物)夾住針閥用力拔,一面拔,一面旋轉,反復多次即可將噴油嘴針閥拔出。
如果需更換新的噴油嘴,應把新的噴油嘴放在80℃的柴油里煮幾十分鐘,等噴油嘴偶件內的防銹油溶解后,再用清潔柴油清洗。如果只清洗而不煮,就不能完全洗凈噴油嘴偶件內的防銹油,工作時容易使針閥積炭、膠結甚至卡住。
|
圖2 噴油器針閥工作示意圖 |
圖3 噴油器針閥剖析圖 |
二、噴油器的常見檢測方法
1、外觀檢查
進行外觀檢查是判斷噴油器是否正常的重要步驟。我們應該注意以下幾個方面:
(1)噴油器是否有損壞或變形的現象。如果噴油器發生損壞或變形,會影響燃油的噴射效果,造成發動機工作異常。
(2) 噴油器連接處是否有漏油現象。如果有漏油現象,應及時更換密封墊圈或修復漏油處,以免造成燃油浪費和發動機失效。
(3)噴油器表面是否有沉積物或污垢。如果有沉積物或污垢,應及時清洗噴油器,以保證噴油器正常工作。
2、噴油器噴射量檢查
噴油器的噴射量是指單位時間內噴油器噴出的燃油量,是判斷噴油器工作狀態的重要指標。下面介紹兩種常用的噴油器噴射量檢查方法:
(1)靜態方法
靜態方法是指不啟動發動機的情況下進行的噴油器噴射量檢查。具體操作步驟如下:
① 拆卸噴油器,使其噴油口朝向容器。
② 用針管注入一定量的燃油到噴油器中。
③ 通過控制噴油器的電源開關,使其工作。
④ 記錄一定時間內噴油器噴出的燃油量,并與廠家提供的標準值進行對比,以判斷噴油器是否正常工作。
(2)動態方法
動態方法是指在發動機啟動的情況下進行的噴油器噴射量檢查。具體操作步驟如下:
① 使用專用的檢測儀器連接到發動機的燃油系統上。
② 啟動發動機,并按照設定的轉速進行工作。
③ 檢測儀器將實時記錄噴油器噴出的燃油量,并與標準值進行對比,以判斷噴油器的工作狀態。
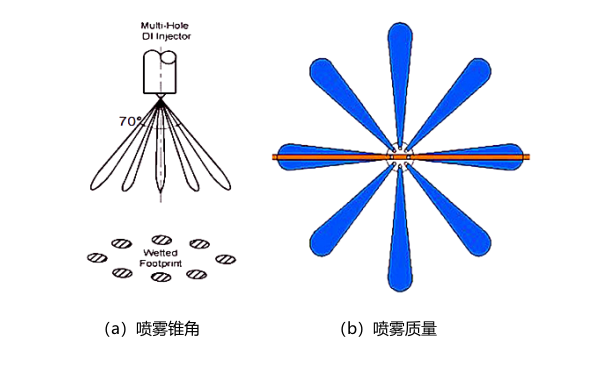
3、噴油器噴霧形態檢查
噴油器的噴霧形態是指噴油器噴出的燃油在空氣中形成的霧狀,如圖5所示。噴霧形態的好壞直接影響燃油的燃燒效率。下面介紹兩種常用的噴油器噴霧形態檢查方法:
(1)直接觀察法
直接觀察法是指將噴油器安裝在測試臺上,并通過肉眼觀察噴油器噴出的燃油形態。正常的噴霧形態應該是均勻、細膩的霧狀,噴霧角度應符合廠家規定的標準值。
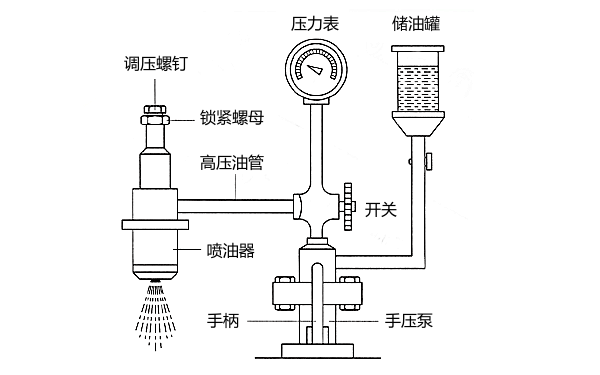
(2)使用噴油器測試儀器
使用噴油器測試儀器可以更精確地判斷噴油器的噴霧形態,如圖6所示。噴油器測試儀器可以測量噴油器噴出的噴霧角度、噴霧分布等參數,并與標準值進行對比,以判斷噴油器的工作狀態。
|
圖5 柴油機噴油器噴霧錐角和質量 |
圖6 柴油機噴油器試驗裝置結構圖 |
總結:
通過加強柴油機噴油器的故障分析及排除工作,能有效降低柴油機的故障率。噴油器的故障會直接導致柴油機工作不正常,但柴油機的故障并非都由噴油器引起。因此,對噴油器故障的判斷應仔細,不可貿然對噴油器進行拆檢,從而破壞其加工與裝配精度,造成不必要的損失。此外,為減少噴油器故障,延長噴油器的使用壽命,平時應做好對噴油器的維修、保養工作。
----------------
以上信息來源于互聯網行業新聞,特此聲明!
若有違反相關法律或者侵犯版權,請通知我們!
溫馨提示:未經我方許可,請勿隨意轉載信息!
如果希望了解更多有關柴油發電機組技術數據與產品資料,請電話聯系銷售宣傳部門或訪問我們官網:http://www.nkcyfdjpj.cn




