

|
故障檢查與技術維護 |
柴油發電機氣門的磨損型式與檢驗方法 |
摘要:柴油發電機長時間重載工作,超過設計極限,會造成氣門早期磨損,同時還會造成氣缸、氣門座、氣門導管變形,破壞氣門密封,影響氣門散熱,使氣門燒蝕。如果沒有間隙或自動頂起,閥門將在高溫高壓氣流的沖擊下燒蝕。此外,發動機的高溫容易引起機油和燃油的氧化聚合和分解,在氣門頭和氣門桿處形成脫落的沉積物,腐蝕氣門的密封面,造成氣門漏氣和燒蝕。為此,康明斯發電機廠家在本文就氣門的磨損形式和檢驗方法做了詳細說明和介紹。
一、氣門的工作條件
1、受交變(應力)的沖擊負荷作用(氣門頻繁地在高溫下進行沖擊性的打開和關閉,氣門和氣門座相互撞擊);
2、受高溫高壓燃氣沖刷和燃燒產物的腐蝕,熱應力高;
3、潤滑條件差;
4、氣門與氣門導管摩擦頻繁。
二、氣門磨損常見形式
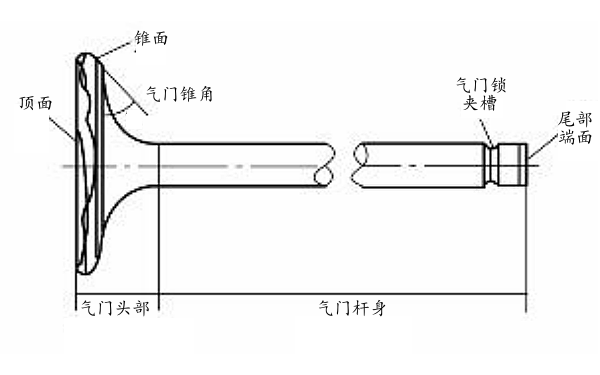
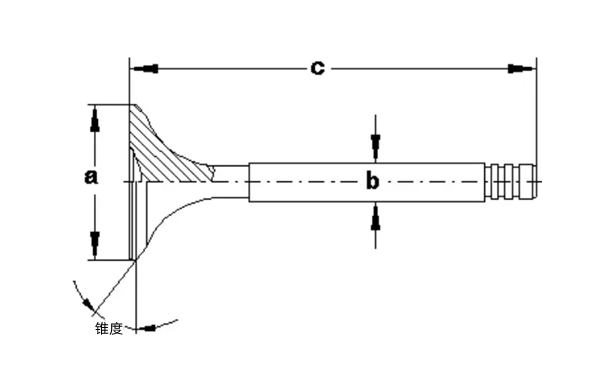
氣門分為進氣門和排氣門兩種。其結構基本相同,由頭部和桿部組成,如圖1所示。為了增加進氣量,進氣門頭部直徑一般比排氣門大,氣門頭部與氣門座接觸的圓錐面為工作面,稱為氣門的密封錐面。
1、氣門接觸面的磨損
① 空氣中的塵埃或燃燒雜質滲入或滯留在接觸面間;
② 柴油發電機在工作過程中,氣門將不停地開啟和關閉,由于氣門與氣門座的撞擊、敲打,引起工作面的起槽和變寬;
③ 進氣門直徑較大,在燃氣爆發壓力作用下產生變形;
④ 光磨后氣門邊緣厚度下降;
⑤ 排氣門受高溫氣體的沖擊,使工作面溶蝕,出現斑點和凹陷。
2、氣門頭部偏磨
氣門桿在氣門導管內不斷摩擦,使配合間隙增大,而在管內晃動,引起氣門頭部的偏磨。
3、氣門桿的磨損
與彎曲變形由汽缸內的氣體壓力以及凸輪通過挺柱對氣門撞擊而產生的。
所有這些柴油發電機氣門故障,均可造成進排氣門關閉不嚴而漏氣。
|
圖1 柴油機氣門結構圖 |
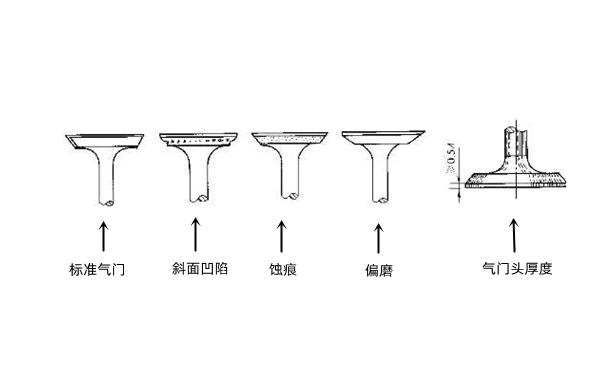
圖2 氣門磨損示意圖 |
三、氣門的檢驗
1、外部檢驗
進排氣門接觸面的磨損及氣門頭部的偏磨等,均可通過一般檢視即可發現。
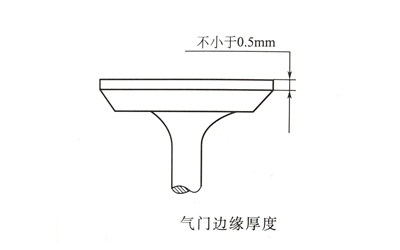
2、氣門頂邊緣厚度的測量
各種柴油發電機氣門頂的邊緣厚度均不得小于0.5mm,如圖3所示。正常的氣門頂厚度要求是不小于1.5mm。在生產廠或大修時,絕不能使用不合要求的氣門,若在中、小修時,氣門頂厚度大于0.5mm可繼續使用。
3、氣門頂及氣門桿彎曲的檢驗
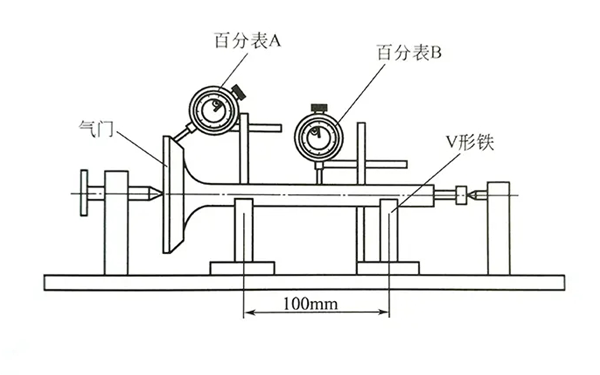
氣門桿的彎曲和因氣門桿彎曲而造成氣門頂部的歪曲偏擺,可用百分表來測定,將氣門桿全部置于v形鐵塊上,用手轉動氣門桿,并以百分表測量桿部與頭部(如圖4所示)。若氣門桿彎曲度超過0.03mm,或氣門頭部的擺差超過0.05mm時,均應進行校正或修整。
|
圖3 氣門頂邊緣厚度的測量示意圖 |
圖4 氣門彎曲的測量圖 |
4、氣門桿失圓度和錐形度的檢驗
測量方法一般用外徑千分尺測量。如圖5所示,同一橫截面兩互相垂直直徑之差即為失圓度;同一縱截面最大與最小直徑之差即為錐形度。其失圓度和錐形度均不得大于0.03mm。
5、氣門桿磨損量的測量
用外徑千分尺測量,測量得出最小直徑,標準直徑與最小直徑之差即為磨損量。其磨損量不得大于0.075mm。
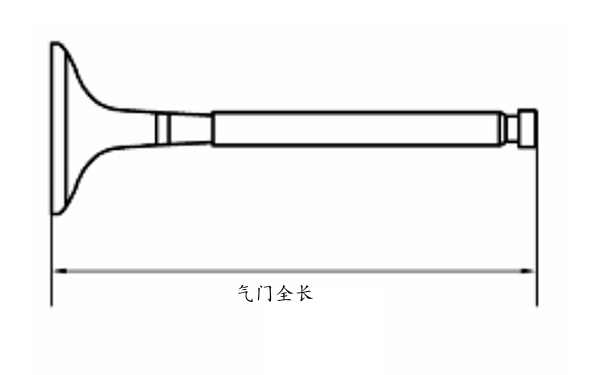
6、測量氣門長度
氣門由于氣門桿尾端長期承受氣門驅動組零件的擠壓,氣門桿部彎曲導致氣門頭部對中不良而引起氣門頭部磨損等,導致氣門長度有所磨損。氣門長度出現偏差,直接影響氣門間隙的大小、氣門的開閉時刻及氣門的開閉程度。用游標卡尺測量氣門的全長,如圖6所示。若氣門桿尾端磨損不平,應用砂輪修復,磨削量不得超過規定范圍。修復后的氣門用游標卡尺檢查氣門的長度,測量數據與標準尺寸相比較,若超出規定范圍,應予以更換。
|
圖5 氣門失圓度和錐形度檢測示意圖 |
圖6 氣門的長度檢查 |
四、氣門磨損的修復方法
1、氣門的光磨方法
氣門錐面磨損起槽或有燒蝕麻點時,如果氣門頭厚度足夠,氣門桿與其導管的配合間隙符合要求,則應光磨氣門錐面。光磨氣門的原則是,在保證磨光的前提下,盡量減少磨削量。為了降低氣門錐面的粗糙度,氣門光磨結束時在無進給量的情況下往復移動氣門,直至無火花進出為止。這樣光磨出的氣門,一般不需要與座圈進行配對研磨。
(1)磨光機上的砂輪面必須平正,不平正時,用金鋼鉆工具予以修正。
(2)選用適當的夾具,將氣門堅固在架上,并按規定的角度,調整角架角度。
(3)開動砂輪與夾架的電動機,操作手柄進行光磨。如氣門桿端面不平時,可將氣門放在磨光機架的V型槽中,用手推動與砂輪接觸,使之磨平。
2、氣門的研磨
當氣門圓錐工作面經過磨修(或換用新氣門)、氣門座經過修理后,為使它們的配合表面配合好,恢復其密封性,必須進行研磨。當氣門與氣門座磨損不嚴重時,氣門頭的厚度可直接進行研磨修理。研磨是氣門與氣門座間的相互研磨,可用手工操作,也可用氣門研磨機進行。
常用的手工操作方法要點如下:將氣門、氣門座和氣門導管用柴油清洗干凈,在氣門圓錐工作面上涂上一層薄薄的粗研磨膏,然后把氣門桿插入氣門導管中,用氣門捻子吸住氣門頭部在氣門座上進行互研。研磨時,一邊用手搓動木柄,使捻子帶動氣門在氣門座上往復轉動,一邊提起氣門輕輕敲擊氣門座,使研磨膏有更好的切削作用并獲得光潔表面,直到研磨表面無明顯的加工痕跡及凹陷時,清除表面的粗研磨膏換用細研磨膏,用同樣的方法進行研磨,直至表面出現一條整齊的暗灰色環帶(接觸環帶)為止。最后將研磨膏清洗掉,再用機油研磨一段時間,使之得到密合表面。研磨好的接觸環帶寬度一般應為1.2~2.5 mm為宜。接觸環帶應位于氣門圓錐工作面的中下部,接觸環帶過窄會加劇磨損,影響氣門散熱;過寬則易漏氣,形成積碳。接觸位置偏上,將影響氣門強度,應更換氣門或重新鑲配氣門座。
----------------
以上信息來源于互聯網行業新聞,特此聲明!
若有違反相關法律或者侵犯版權,請通知我們!
溫馨提示:未經我方許可,請勿隨意轉載信息!
如果希望了解更多有關柴油發電機組技術數據與產品資料,請電話聯系銷售宣傳部門或訪問我們官網:http://www.nkcyfdjpj.cn




