

|
技術維修與康明斯知識 |
柴油發電機曲軸的磨損規律、損傷檢測和彎曲校正方法 |
摘要:曲軸在使用中承受著很大的氣體的爆發壓力、慣性力的沖擊和離心力的作用,除了有磨損特點之外,還會出現不正常損傷、軸頸表面產生劃痕拉傷、燒傷、裂紋,以及曲軸發生變形、斷裂等故障或事故。本文對這些曲軸損傷規律進行了總結,并提出了曲軸損傷后的檢測方法和校正,以及頸的磨損、圓度及圓柱度超差的修理和磨削方法。
一、曲軸損傷的規律
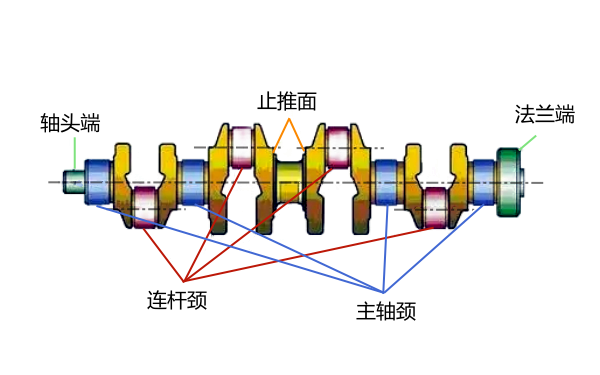
曲軸作為柴油機核心零件之一,柴油機的全部功率都通過它輸出。此外,它通過裝在其自由端的齒輪傳動,達到配氣定時、供油定時及驅動其它輔助裝置,所以說曲軸如果出現了故障,不能按要求完成工作,柴油機也將無法正常工作。以康明斯曲軸為例,實物如圖1所示,易損傷部位如圖2所示。
1、曲軸的磨損規律
(1)主軸頸和連桿軸頸徑向磨損呈橢圓形,且最大磨損部位相互對應,即各主軸頸的最大磨損靠近連桿軸頸一側;而連桿軸頸的最大磨損也是靠近主軸頸一側。
(2)實踐表明,連桿軸頸的磨損比主軸頸的磨損嚴重。這是由于連桿軸頸負荷較大,潤滑條件又差的緣故。
(3)連桿軸頸的內側磨損最大,造成橢圓形。
2、軸的裂紋和折斷的規律
柴油發電機曲軸的裂紋多數發生在曲柄臂與軸頸之間的過渡圓角處,以及油孔處。前者多為橫向裂紋,嚴重時將造成柴油發電機曲軸斷裂,應重點檢查。后者多為軸向裂紋,沿斜置油孔的銳邊向軸向發展。其主要原因:
(1)柴油發電機曲軸橫向、軸向裂紋主要是應力集中引起的。
(2)軸頸上油孔處的裂紋,主要是因為油道斜置,使油孔處的應力呈不對稱分布所致。
3、曲軸彎曲變形的影響因素
曲軸作為柴油機的重要零部件,其彎曲變形會對柴油發電機的正常運行產生一系列不利的影響。曲軸彎曲變形的影響因素主要包括以下幾個方面:
(1)材料及工藝:曲軸的材料和加工工藝直接影響其彎曲變形的抵抗能力。優質材料和精密加工工藝可以減少曲軸的彎曲變形,提高其使用壽命。
(2)外部載荷:柴油機在工作過程中會受到各種外部載荷的作用,如爆震、振動等,這些外部載荷會增加曲軸的受力情況,導致曲軸的彎曲變形。
(3) 曲軸設計:曲軸的設計結構也會直接影響其彎曲變形的程度。合理的曲軸設計可以減少其受力不均勻的情況,降低彎曲變形的風險。
(4)使用環境:柴油發電機工作的環境因素,如溫度、濕度和腐蝕等,也會影響曲軸的彎曲變形。惡劣的使用環境會加速曲軸的老化和變形。
(5)維護保養:良好的維護保養可以延長曲軸的使用壽命,減少其彎曲變形的發生。及時清潔和潤滑是保持曲軸良好狀態的重要因素。
|
圖1 全新曲軸實圖 |
圖2 曲軸易損傷部位示意圖 |

二、曲軸損傷的檢查
柴油發電機曲軸的檢測主要包括裂紋檢測、變形和磨損的檢測。曲軸損傷測量方法廣泛應用于各種類型的柴油機維護保養和故障排除工作中。在定期檢查和保養中,可以借助曲軸損傷測量方法判斷是否需要進行曲軸的維修或更換;在故障排除過程中,通過測量曲軸的損傷情況判斷是否是曲軸引起的故障,進而采取相應的修復措施。
1、曲軸磨損檢查
曲軸磨損測量的意義在于幫助及時了解曲軸的磨損情況,為維修、更換或調整提供依據,保證發動機的正常運行。通過測量得到的磨損數值可以幫助我們評估曲軸的壽命和性能,并制定合理的維修計劃。
(1)手指觸摸檢查法
檢查曲軸磨損最簡單的方法之一是使用手指進行觸摸。將手指放在曲軸的表面上,并沿著曲軸的長度從一個端點滑到另一個端點,觀察曲軸表面是否平滑。如果曲軸表面感覺不平滑或有凹痕,則說明曲軸可能已經磨損。這種方法可以用來快速識別曲軸表面是否需要進行更進一步的檢查。
(2)手電筒檢查法
此方法是將手電筒照向曲軸的計劃表面,并觀察表面的凹痕和劃痕等。如果可以觀察到明顯的凹痕和劃痕,說明曲軸表面已經磨損。
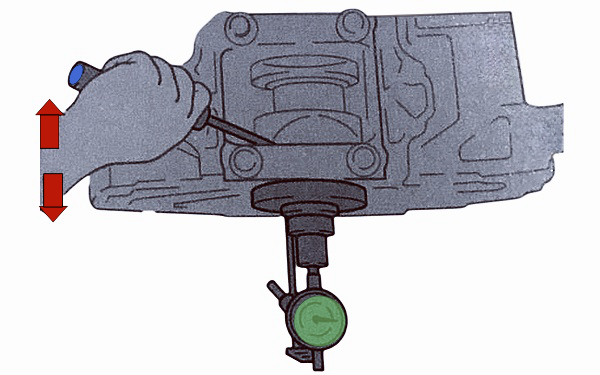
(3)使用量儀檢查法
此方法需要使用量儀貼附在曲軸的表面上,如圖3所示。該儀器將測量曲軸上任意位置的高度變化。如果在測量中觀察到曲軸表面的凹陷或其他形狀不當的跡象,則說明曲軸已經磨損。
2、曲軸裂紋的檢驗(磁力探傷法)
(1)磁力探傷的原理:
磁力探傷的原理是使磁力線通過被檢零件,如果零件表面有裂紋,在裂紋部位的磁力線將偏散而形成磁極。當在零件表面撒上磁性鐵粉,鐵粉被磁化并吸附在裂紋處,從而顯現出裂紋的部位和形狀大小。利用磁力探傷時,必須使磁力線垂直通過裂紋,否則裂紋不易被發現。因為裂紋平行于磁場時,磁力線偏散很小,所以在探傷時,要估計裂紋可能產生的位置和方向,而采用相應的磁化方法。即橫向裂紋要對零件縱向磁化,縱向裂紋要對零件橫向磁化(亦稱環形磁化)。
(2)磁力探傷的步驟:
① 探傷前表面處理。清除零件表面油污、銹斑和腐蝕物質等,用20~40℃清水清洗后烘干。
② 根據被檢驗零件的形狀選擇探頭。馬蹄形探頭適用于檢測異形表面。如銷孔四周的表面、鍛造面及鑄鋼件表面的裂紋。環形探頭用于檢測半軸、轉向節、橫拉桿等軸類零件的縱向裂紋。
③ 探傷儀使用前的準備。首先接好電源線和探頭線,開啟“電源開關”,根據被檢測零件尺寸的大小,將“磁場控制”開關置于“強、中、弱”的所需要位置。然后打開探頭的電源開關,探頭通電產生磁場,此時應立即探傷。
④ 馬蹄形探頭的操作。探頭電源開啟后,手持探頭的一臂,使探頭吸附干磁粉,再把探頭放到零件表面上,并在零件表面上徐徐移動探頭。此時,零件如有缺陷,就會在缺陷處(各種裂紋、砂眼等)產生漏磁場,磁粉就會聚集在缺陷處,顯示出缺陷的位置和形狀。為使探頭移動靈活不被吸附,在連續移動探頭時,可將探頭的一個臂抬起10~20mm,如向右移動抬起左側觸臂,向左移動則抬起右側觸臂。
3、彎曲檢查
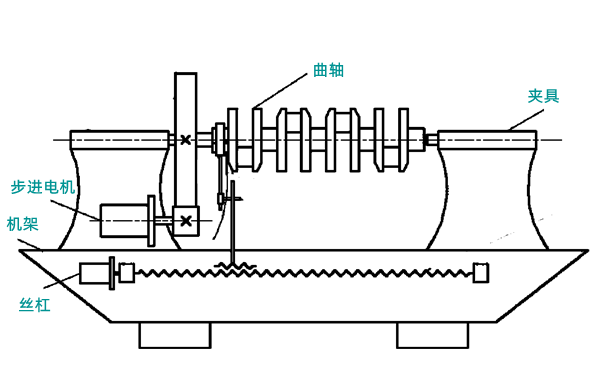
如圖4所示,檢驗彎曲應以兩端主軸頸的公共軸線為基準,檢查中間主軸頸的徑向圓跳動誤差。將第一缸和最后一缸連桿軸頸轉到水平位置,用高度尺分別測量第一缸連桿軸頸和最后一缸連桿軸頸至平板的距離。
|
圖3 曲軸磨損及軸向間隙檢測圖 |
圖4 曲軸精度與變形檢測裝置 |
三、曲軸的校正方法
需要修理的曲軸均存在不同程度的彎曲變形。一般來說,曲軸變形都是小范圍的塑性變形。即使如此,也必須進行曲軸的矯直處理。曲軸的矯直應滿足曲軸的同軸度和允許跳動量達到規定要求;曲軸的彎曲率不宜超過1.5mm/m。曲軸彎曲變形較大時,應分幾次校正至合格,以防一次壓彎量過大而造成柴油發電機曲軸折斷。
1、敲擊校正
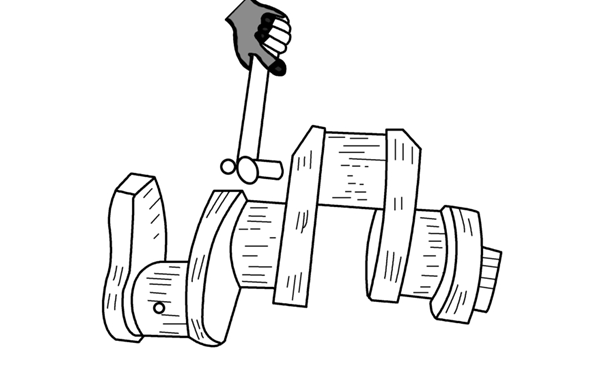
對于彎曲量不大于0.30-0.50mm的曲軸,可以采用“表面敲擊”法進行校正。可根據曲軸彎曲的方向和程度,用球形手錘或氣錘沿曲軸臂部的左右側進行敲擊,如圖5所示。主要為了使曲軸臂部變形,從而使曲軸軸線發生位移,達到校正曲軸的目的。
2、就機校正
把氣缸體倒放在工作平臺上,在前后兩軸承座上仍裝上舊軸承(瓦),中間軸承則拿掉。在軸承上加注少許潤滑油,然后將曲軸放上,在缸體邊沿裝置百分表。用手輕輕轉動曲軸,在中間軸頸測出彎曲的最大位置,用粉筆做上記號,再將軸承蓋襯墊軟鋁或其他軟質物品墊實,卡住軸頸,慢慢扭緊曲軸軸承蓋螺栓。等大約1h的時間,把螺栓松開,用百分表測驗是否校正,如.未達到允許標準,繼續再校,直至符合要求為止。
3、熱烘頂壓法
在彎曲處的曲柄臂之間加一頂壓螺栓,按直線度數值的大小,向彎曲的相反方向頂壓,具體頂彎多大,應由實際經驗而定。然后在頂壓螺栓兩旁曲柄臂上,用噴燈均勻加熱至300℃左右,待曲軸冷卻后,拆除頂壓螺栓,檢查曲軸直線度。如此反復進行,直到將曲軸校直為止。上述加熱其目的是加速變形,穩定校直效果,減少殘余變形,從而減少了彈性回復。
4、磨削校直法
對直線度大于0. 06 mm或小于0. 10 mm的曲軸,通常在曲軸的修磨過程中進行校直。
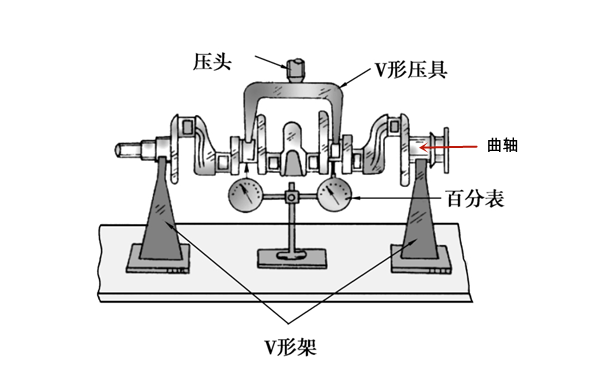
5、冷卻壓校正法
① 用放在壓床臺面上的兩個V形架支承起柴油發電機曲軸兩端的主軸頸(與軸頸接觸處墊以銅皮),如圖6所示;
② 轉動柴油發電機曲軸,使彎曲凸面朝上,并將壓頭對準中間主軸頸,在V形壓具與主軸頸接觸處墊支銅皮;
③ 使百分表的觸頭垂直地抵在兩道被壓主軸頸的正下方,轉動表盤使表針指向"0"刻度;
④ 用壓床的壓頭向下緩慢增壓,壓彎量為柴油發電機曲軸彎曲量的10~15倍(球墨鑄鐵柴油發電機曲軸,此值不大于10倍),并保持壓力1.5~2mi n,然后檢查校正后的彎曲度,直至校正合格;
⑤ 將柴油發電機曲軸加熱到573~773K,保溫0.5~1h,進行時效處理,以消除冷壓校正時產生的內應力,防止彎曲變形返彈。
|
圖5 曲軸表面敲擊法示圖 |
圖6 曲軸冷壓校正法示圖 |
四、曲軸磨損的修理方法
1、軸頸磨損傷痕的修理
如果柴油發電機曲軸各道軸頸的圓度和圓柱度都未超過規定限度,而僅有輕微的擦傷、起槽、毛糙、疤痕和燒蝕等情況,可用與軸頸寬度相同的細紗布長條纏繞在軸頸上,再用麻繩或布條在紗布上繞兩三圈,用手往復拉動繩索的兩端,進行光磨。或用特別的磨光夾具進行光磨。軸頸的傷痕磨去后,為了降低軸頸表面粗糙度,可將軸頸和磨夾上的磨料清洗干凈,涂上一層潤滑油,再進行最后的拋光。
2、軸頸圓度及圓柱度超差的修理
柴油發電機曲軸軸頸和連桿軸頸的圓度及圓柱度超過0.025mm或0.040mm時,即需按次一級的修理尺寸進行磨削修整,或進行振動推焊,鍍鉻后再磨削至規定尺寸。柴油發電機曲軸的磨削一般是在專用的柴油發電機曲軸磨床或用普通車床改制的設備上進行。在一般小型修配單位,有的用細銼刀將軸頸仔細地銼圓,仔細檢驗,反復進行,再用繩索或磨夾按上述方法進行光磨。運用這種方法修理需要有較熟練的鉗工技術,才能保證一定的修理質量。一般修理人員不可效仿。丨
3、軸頸的車磨軸頸的修理尺寸
柴油機有6級,每縮小0.25mm為一級(0.25、0.50、0.75、1.00、1.25、1.50),軸頸的最大縮小量不得超過2mm,超過時,應用堆焊、鍍鉻和噴鍍等方法修復。
(1)確定修理尺寸上機磨削
修理尺寸是這樣確定的:柴油發電機曲軸軸頸修理尺寸一磨損最嚴重軸頸的最小直徑一加工余量×2,一般尺寸加工余量為0·05mmo所得之值對照修理尺寸表,看這個數值同哪一級修理尺寸比較近,就選擇哪一級修理尺寸。修理尺寸選擇好后,就在磨床上進行磨削。
(2)注意事項
修理時要以磨損最厲害的軸頸為標準,把各個軸頸車磨成一樣大小。由于主軸頸和連桿軸頸的磨損程度不一樣,所以,它們的修理尺寸不一定是同一級的,而各道主軸頸或連桿軸頸的修理尺寸,在一般情況下應采用同一級的。柴油發電機曲軸的圓根處保留完善,千萬不能磨小圓角的弧度,一般圓角的半徑為4~6mm。
(3)車磨后的要求
曲軸其失圓度和錐形度應在規定的范圍內。一般而言,當D<80mm時,主軸頸和連桿軸頸的失圓度和錐形度允許范圍分別為0.015mm和0.02mm;當D>80m,主軸頸和連桿軸頸的失圓度和錐形度允許范圍分別為0.02mm和0.03mm。
總結:
上述內容詳細探討了曲軸磨損、變形、裂紋測量方法的選擇與實施,無論使用哪種方法,檢測曲軸時需要非常小心再小心,以免錯誤的方法可能導致更嚴重的后果。選擇合適的測量方法對于保證柴油機的正常運行和延長曲軸壽命非常重要。合理使用曲軸損傷測量方法,可以及時了解曲軸的損傷情況,并采取相應的維修措施,降低故障的發生概率,提高柴油機的可靠性和使用壽命。
----------------
以上信息來源于互聯網行業新聞,特此聲明!
若有違反相關法律或者侵犯版權,請通知我們!
溫馨提示:未經我方許可,請勿隨意轉載信息!
如果希望了解更多有關柴油發電機組技術數據與產品資料,請電話聯系銷售宣傳部門或訪問我們官網:http://www.nkcyfdjpj.cn




