

|
新聞主題 |
康明斯柴油發電機的活塞銷座孔配合間隙、檢測和鉸削要求 |
摘要:活塞銷與銷座孔在柴油發電機常溫下,應有微量過盈(一般為0.0025、0.04mm),加溫到75~85℃時,又有微量間隙,使活塞銷能在銷座孔內轉動,而冷卻后,活塞裙部橢圓變形即長軸縮短(與活塞硝軸線相垂直方向);短軸伸長(活塞銷軸線方向),其變化均不應超過0.04mm,這是活塞銷與銷座孔修配的關鍵。若配合太緊,機油進不去,使活塞銷的潤滑變壞,加劇磨損,甚至會產生卡缸現象;若配合太松,會使活塞銷在活塞往復運動中撞擊活塞和連桿襯套,磨損加劇,嚴重時會出現活塞銷折斷或竄出,造成事故。
一、活塞銷的作用
活塞銷在傳遞氣體壓力時,會分解出使活塞壓向汽缸壁的側向壓力,簡稱側壓力。作功時活塞裙部受到的側壓力較大,該面稱為主壓力面,壓縮時活塞群部的受力面稱為次壓力面。一般柴油發電機的活塞銷座孔軸線與活塞軸線垂直相交,當壓縮行程結束、作功行程開始,活塞越過上止點時,活塞從沿著一側缸壁運動轉換到沿著另一側缸壁運動,此時活塞由次側壓力面受力突然變為主側壓力面受力,活塞對缸壁產生“拍擊”(俗稱敲缸),增加了柴油發電機的噪聲,且破壞油膜,增加磨損,影響柴油發電機的使用壽命。
如果將活塞銷座孔軸線向主側壓力面偏移1~2mm,因銷座偏置,在接近壓縮上止點時,由于作用在活塞上的氣體壓力與連桿推力不同心而產生一個轉矩,在轉矩的作用下使活塞傾斜,裙部下端提前換向,而活塞在越過上止點后,連桿對活塞產生一個向左的側壓力,在側壓力的作用下,活塞以左下端接觸處為支點,頂部向左轉(不是平移),實現換向。
二、活塞銷選配
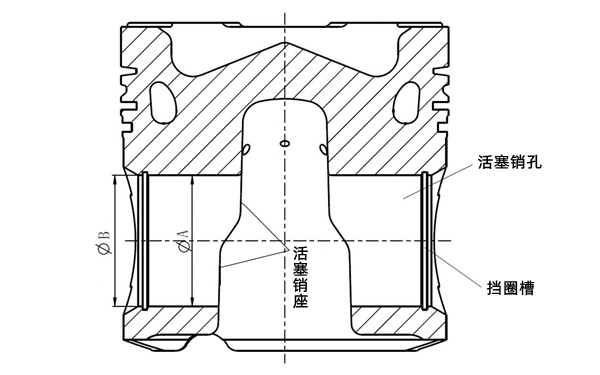
活塞銷座孔位于活塞的中部,為厚壁圓筒狀結構,通常有加強筋與活塞內壁相連,以提高其剛度。兩座孔外端加工有卡環槽,用來安裝卡環,以限制活塞銷的軸向竄動。銷座孔有很高的加工精度,并且與活塞銷分組選配,以達到更高精度的配合,銷座孔的尺寸分組通常用色漆標于銷座下方的外表面。
1、活塞銷除標準尺寸外,還有四級加大修理尺寸:+0.08mm、+0.12mm、+0.25mm、+0.20mm。
2、選配時應根據銷孔磨損以后的內徑,選用近似于內徑的加大活塞銷(一般比銷孔的內徑大0.025~0.05mm),如選用最大一級的加大活塞銷配合時仍感松曠,則應重選活塞。
3、柴油發電機大修時,因選配的活塞是新的,因此,活塞銷應選配標準的,以便給以后的維修留有更換的余地。
4、新選配的活塞銷錐形度和失圓度應不超過0.005mm,對多缸柴油發電機而言,各缸的活塞銷質量相差不得超過10g。
5、活塞銷與銷座孔,在常溫(15~25℃下,應有0.025~0.04mm的過盈量。
三、活塞銷座孔的技術要求
1、松緊度的要求
常溫下,柴油機能用手掌的力量,把活塞銷推進一個座孔的1/2一2/3為宜;柴油發電機要求活塞在水中加溫到75~85℃時,在活塞銷上涂以機油,用手掌稍用力將其推入銷座孔為合適。
2、接觸面的要求
接觸面75%以上,在銷座孔工作面上的印痕應星點分布均勻,輕重一致。接觸面積不少于75%是因為接觸面積太小,單位面積承受載荷上升,加速磨損,影響松緊度,柴油發電機壽命下降。
3、配合要求
① 承孔必須正圓,沒有凸起點。
② 與活塞銷配合的孔必須平直,兩端不呈喇叭口形。
③ 連桿小端的孔與活塞的活塞銷座孔,其中心線必須準確吻合,不得偏斜。
④ 須有合乎不同結構要求的油膜間隙。
⑤ 表面粗糙度必須合適,以保持和支撐油膜。
4、活塞銷座孔檢測要求
在圓度儀或三坐標測量機等儀器設備上檢測活塞銷孔,必須要把活塞銷孔軸線調整到與儀器Z軸同軸(重合)或平行,否則在圓度儀上會超出儀器調整范圍導致檢測失敗;因此,應把活塞工件橫放安裝支承在兩V型架工裝上,銷孔軸線盡量安在垂直于水平面(或儀器工作臺面)上,再利用儀器測頭延銷孔軸向上下測母線,根據測頭上下兩示值差值,手工繞活塞軸線(也即兩V型架支承軸線)旋轉調整工件以達到活塞銷孔軸線與儀器Z軸同軸(重合)或平行狀態。
|
活塞銷座孔位置示意圖 |
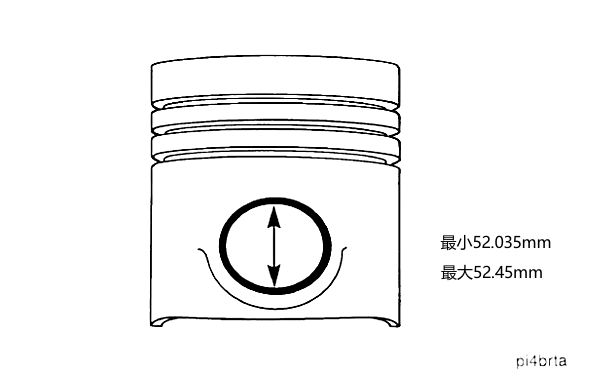
活塞銷孔內徑尺寸 |
四、活塞銷座孔鉸削
活塞銷與銷座孔的配合,是通過對活塞銷座孔的搪削或鉸削完成的。鉸削銷座孔時,應選用長刃鉸刀,使兩個銷座孔能同時進行鉸削,以保證兩孔的同心度。
① 選擇鉸刀
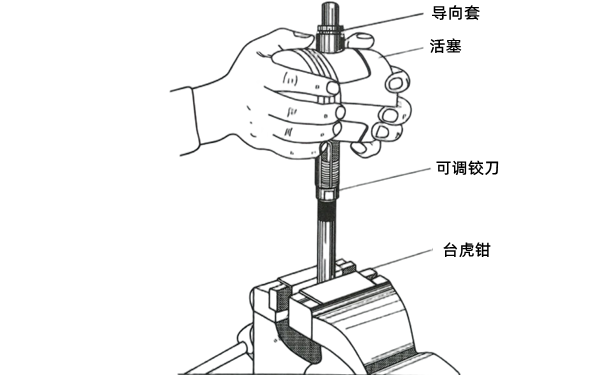
根據銷座孔的實際尺寸選擇鉸刀,并將鉸刀夾在虎鉗上,使其與鉗口的平面保持垂直。
|
活塞銷鉸削示意圖 |
② 調整鉸刀
鉸刀向上調整尺寸縮小,向下調整尺寸擴大。因第一刀是試驗性的微量鉸削,銷座孔鉸削量較小,一般是調整到刀片上端露出銷座孔即可,,以后各刀的調整量也不應過大,一般是旋轉調整螺母60°~90°為宜,當鉸削量過小時,可再旋轉調整螺母30°~60°。
③ 鉸削
鉸削時,兩手握住活塞穩妥輕壓,輕壓的力要均勻,掌握要平正,按順時針方向旋轉鉸削。為了使銷座孔鉸削正直,每調整一次鉸刀,要從銷座孔的兩個方向鉸一下,當轉到某個位置很緊時,可稍倒轉一下,再繼續順時針方向旋轉,絕不能在轉不動時硬轉,這樣對刀片和銷孔表面均有影響,而且要一直鉸到底,將活塞從鉸刀的另一端取出;中途不能倒轉回來,因為,這樣會使活塞銷孔內圓表面出現與活絡鉸刀刀片數目相同的階梯,以致在工作過程中,活塞銷和孔的配合間隙會迅速增大;為了提高粗糙度,接近鉸好時,鉸刀的鉸削量應盡量調小
④ 試配
鉸削過程中應隨時用活塞銷試配,防止把活塞銷座孔鉸大,當鉸削到用手掌的力量將活塞銷推入一個銷座孔的1/3左右時,應停止鉸削。然后用木錘或墊以銅銃用手錘輕輕將活塞銷打入一個銷座孔,試配一兩次檢查接觸情況后,再繼續打入另一個座孔。打壓時,活塞銷要放正,以防銷子傾斜損傷銷座孔的工作面,最后將活塞銷銃出,查看接觸面情況,適當進行修刮。
⑤ 刮配
修刮不僅能增加活塞銷與銷座孔的接觸面積,而且還可以獲得合適的配合緊度,修刮時刀刃應與銷座孔的軸線成30°~40°角,以避免修刮面積過大,刮傷未接觸的部位,修刮時應按從里到外,刮重留輕,刮大留小的原則進行,兩端邊緣處最好開始少刮或不刮,以防止刮成喇叭口形,待活塞銷與銷座孔的松緊度和接觸面接近合適時,再稍修刮兩端,修刮后,使松緊度和接觸面都達到要求。
----------------
以上信息來源于互聯網行業新聞,特此聲明!
若有違反相關法律或者侵犯版權,請通知我們!
溫馨提示:未經我方許可,請勿隨意轉載信息!
如果希望了解更多有關柴油發電機組技術數據與產品資料,請電話聯系銷售宣傳部門或訪問我們官網:http://www.nkcyfdjpj.cn




