

|
性能特點和作用說明 |
柴油發電機活塞環對材料性能的技術要求 |
摘要:柴油發電機活塞環是具有彈性的金屬開口圓環,按其功用不同可分為氣環和油環兩種。安裝在活塞頭部上端的是2、4道氣環,下端的是1、2道油環。活塞環工作時受到氣缸中高溫、高壓燃氣的作用,溫度較高(尤其是第一環,溫度可達600K)。活塞環在氣缸內做高速運動,加上高溫下部分機油出現變質,使活塞環的潤滑條件變差,難以保證液體潤滑,磨損嚴重。由于活塞環是柴油發動機中工作環境惡劣、使用壽命最短的零件之一。因此,要求活塞環彈性好,強度高、耐磨損。
一、活塞環的結構和材質
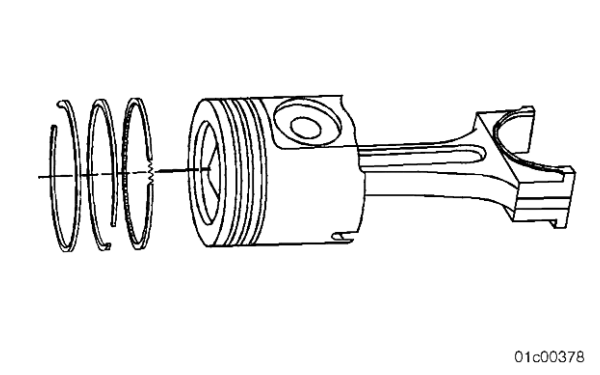
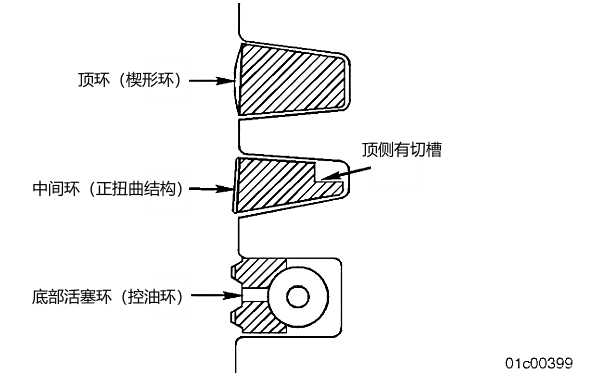
活塞環是活塞與氣缸之間的密封裝置(如圖1所示),它起到密封氣缸的作用,防止燃燒室內燃氣泄漏,同時也能保持活塞在氣缸內的運動穩定。活塞環的結構復雜,由多個環組成,每個環都有其特定的功能和位置。活塞環通常由鋼材制成,具有高強度和耐磨損的特點。活塞環的結構包括上環、中環和下環,它們分別安裝在活塞環槽的不同位置。如圖2所示,上環位于活塞環槽的最上方,中環位于上環和下環之間,下環位于活塞環槽的最下方。
1、氣環
氣環的功用是保證活塞與汽缸壁之間的密封,防止活塞上部的高壓氣體漏入曲軸箱。當密封不良時,壓縮沖程中的氣體漏出較多,使壓縮終了的壓力降低,對于柴油機會造成啟動困難。高溫燃氣漏入曲軸箱還會使活塞溫度升高,機油因受熱而氧化變質。除密封作用外,氣環還起傳熱作用。活塞頂部所吸收的熱量,大部分要通過氣環傳給汽缸壁(因活塞頭部并不接觸汽缸壁),再由外部的冷卻介質帶走。
(1)工作原理
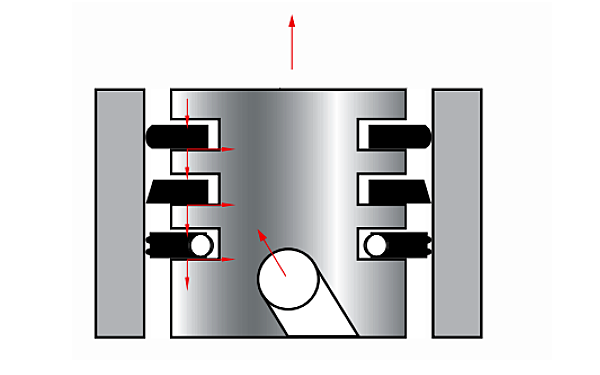
工作原理如圖3所示。第一道氣環除了隨活塞沿汽缸壁作高速往復直線運動外,還受到高溫和高壓燃氣的壓力以及潤滑條件差等因素的影響,從而使氣環的力學性能降低,彈性下降,而且會引起潤滑油的炭化,甚至可能造成拉缸和漏氣。因此要求氣環應有足夠的彈力,才能使環的四周緊貼在汽缸壁上,這時高壓燃氣就不可能通過氣環與汽缸壁之間的接觸面漏出。而作用在環上端面的燃氣,使環緊壓在活塞環槽中,使下端面與環槽緊貼。進入環的內側面與環槽之間的燃氣,其壓力向外,使環更加貼緊汽缸壁。因此利用氣環本身的彈力和燃氣的壓力,即可阻止高壓燃氣的泄漏。
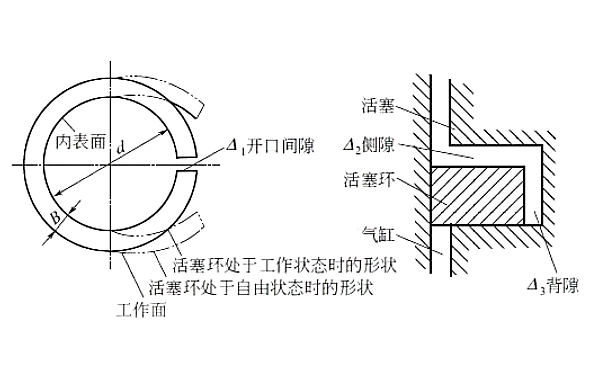
活塞環通常采用優質灰鑄鐵或合金鑄鐵制成。為了提高第一道氣環的工作性能,提高其耐磨性,常在第一道氣環的表面鍍上多孔性鉻層或鉬層。近年來,第一道氣環也有用球墨鑄鐵或鋼制成的。在自由狀態下,環的外徑略大于汽缸直徑,裝入汽缸后,活塞環產生彈力壓緊在汽缸壁上,開口處應保留一定的間隙(稱為端隙或開口間隙,柴油機活塞環的開口間隙通為0.4~0.8mm),以防止活塞環受熱膨脹時卡死在汽缸中。活塞環裝入環槽后,在高度方向也應有一定的間隙(稱為側隙,柴油機活塞環的側隙通常為0.08~0.16mm)。當活塞環安裝在活塞上時,應按規定將各環的開口處互相錯開120°~180°,并且活塞環開口應與活塞銷座孔錯開45°以上,以防活塞環裝入汽缸后產生漏氣現象。
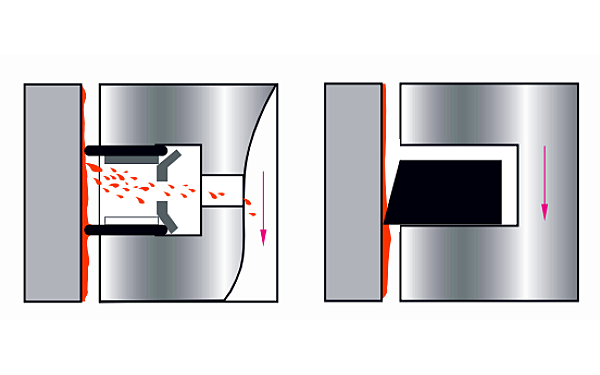
(2)氣環的密封機理
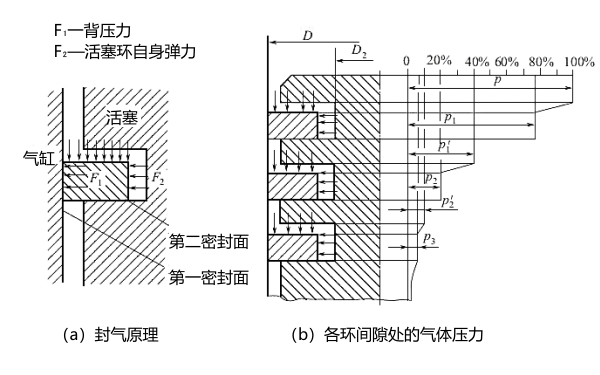
封氣原理如4所示。活塞環有一個切口,且在自由狀態下不是圓環形,其外形尺寸比氣缸的內徑大些,因此,它隨活塞一起裝入氣缸后,便產生彈力而緊貼在氣缸壁上。活塞環在燃氣壓力作用下,壓緊在環槽的下端面上,于是燃氣便繞流到環的背面,并發生膨脹,其壓力下降。同時,燃氣壓力對環背的作用力使活塞環更緊地貼在氣缸壁上。壓力已有所降低的燃氣,從第一道氣環的切口漏到第二道氣環的上平面時,又把這道氣環壓貼在第二環槽的下端面上,于是,燃氣又繞流到這個環的背面,再發生膨脹,其壓力又進一步降低。
如此繼續進行下去,從最后一道氣環漏出來的燃氣,其壓力和流速已經大大減小,因而泄漏的燃氣量也就很少了。因此,為數很少的幾道切口相互錯開的氣環所構成的“迷宮式”封氣裝置,就足以對氣缸中的高壓燃氣進行有效的密封。
2、油環
通常活塞上裝有1~2道油環。采用兩道油環時,下面一道多安裝在活塞裙部的下端。無論活塞下行還是上行,油環都可以將氣缸壁上多余的機油刮下來經活塞上的回油孔流回油底殼。目前廣泛應用的是組合式油環。組合式油環通常由三個刮油鋼片和兩個彈性襯環組成,軸向襯環夾裝在第二與第三刮油鋼片之間,徑向襯環使三片刮油鋼片緊貼在氣缸壁上。油環的作用如下:
(1)布油潤滑∶將機油均勻地刮配到氣缸壁上。
(2)刮油∶將多余的機油刮下,回流到油底殼。
(3)輔助密封∶輔助密封氣體。
|
圖1 柴油機活塞環零件圖 |
圖2 柴油機活塞環結構圖 |
|
圖3 柴油機活塞環工作原理 |
圖4 活塞環的斷面形狀及各環間隙處的氣體壓力 |
二、活塞環一般技術要求
1、化學成分與金相
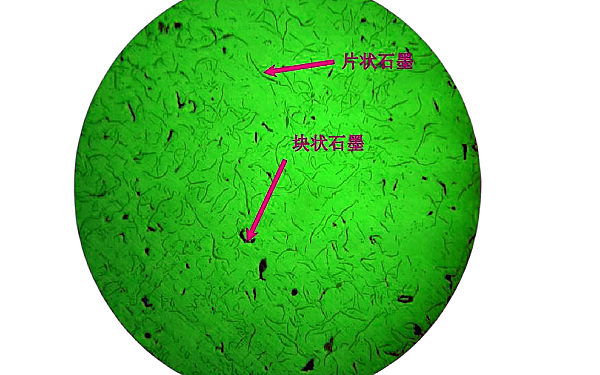
活塞環廣泛使用各種牌號得鑄鐵。材質就是活塞環機械性能與使用壽命得基礎,因此在規定范圍內合理調整材料成分比例、嚴格控制造型與澆鑄工藝來確保活塞環具有符合設計要求得最佳金相組織。金相組織結構如圖5所示。
2、熱處理
采用適當得熱處理方法,以調整活塞環得金相組織及消除加工應力。
3、剛度
活塞環就是一個剛度差得彈性零件,加工時必須合理安排工藝流程、注意裝夾方法,以保證加工時工件具有足夠得剛度,達到尺寸、形狀與粗糙度要求。
4、保護端面
活塞環兩個端面就是重要得工藝基準面,也就是零件工作面,有較高得平度與粗糙要求。在加工流程中應注意清潔、保護端面、防止碰傷。
5 、型線設計
為保證活塞環具有合理得缸壁壓力分布,采用恰當形狀曲線凸輪,仿形制造模具及加工外圓面就是十分重要得。
6、 消除應力
活塞環應力曲線如圖6所示。為保證形狀精度要求,加工中應采取合理得刀具角度與切削量,以減少加工殘留應力,并采用熱處理方法消除應力。
7、性能與壽命
各種表面處理與處理前后得加工成為提高活塞環性能與壽命得重要工藝手段。
8、 加工設備與檢測手段
由于活塞環形狀結構得復雜性與多樣化,尺寸精度又有較高得要求,同時生產批量一般較大,最好采用工序集中得高效率、高精度得自動與半自動專用設備以及檢測手段。
|
圖5 活塞環材料金相組織結構 |
圖6 活塞環材料應力曲線圖 |
三、活塞環材料要求和功能
1、性能要求
(1)強度
抗彎強度就是活塞環受力折斷時得計算應力,它就是衡量強度高低得一個參數。活塞環在安裝與工作中,均受著彎曲應力,如抗彎強度達不到一定得值,則易于折斷。為適應發動機強化得發展,為了減少活塞環與缸壁摩擦所損耗得功率,在設計時,往往要求活塞環高度盡可能薄,但同時又要保證活塞環有足夠得彈力,這就對材料提出更高得抗彎強度要求;同時,為防止折斷,對材料得堅韌性亦也一定要求,所以采用抗彎強度比灰鑄鐵、大得多得球墨鑄鐵、半可鍛鑄鐵、蠕墨鑄鐵等材料有發展趨勢(見表1)。
表1 活塞環強度性能參數
|
種類
|
抗彎強度 MPa
|
|
單體鑄造活塞環
|
392~450
|
|
筒體鑄造活塞環
|
480~520
|
|
可鍛、半可鍛鑄鐵環
|
600~950
|
|
球墨鑄鐵環
|
900~1300
|
(2) 硬度
活塞環材料得硬度在一定程度上反映了材料得耐磨性。活塞環工作時,它與氣缸壁摩擦面之間不可避免地會有夾雜物,盡管輸入得油與空氣均經過濾清,這些夾雜物仍然起著研磨劑得作用,形成磨料磨損。故需硬度高、抗磨料磨損能力強得材料,但硬度過高,不僅加工困難而且易于拉缸、同時,與其相匹配得氣缸套,對硬度也提出了限制。因此,JB/T 51105—1999規定了硬度允許范圍與同一片環得硬度差值,見表2。
表2 活塞環硬度性能參數
|
種類
|
硬度
|
同一片環上得硬度差
|
|
|
合金鑄鐵環
|
環直徑≤150mm
環直徑>150mm
|
98~108HRB
94~105HRB
|
≤3HRB
|
|
可鍛、半可鍛鑄鐵環及球墨鑄鐵環
|
98~110HRB
|
按產品圖樣規定
|
|
|
鋼環
|
經淬火、回火處理環
冷軋材料環
不銹鋼環
|
400~580HV
≥367HV
按產品圖樣規定
|
≤40HV
|
2、活塞環的功能
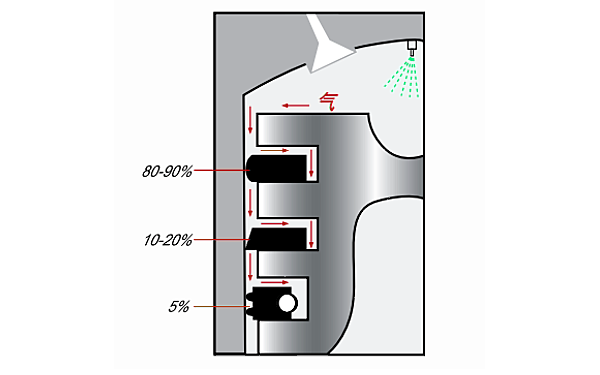
(1)密封功能
如圖7所示。在壓縮和膨脹沖程,活塞環對由上而下的氣體起密封作用,其中第一道環密封約80—90%的氣體,第二道環密封約10—20%的氣體,油環密封約5%的氣體。
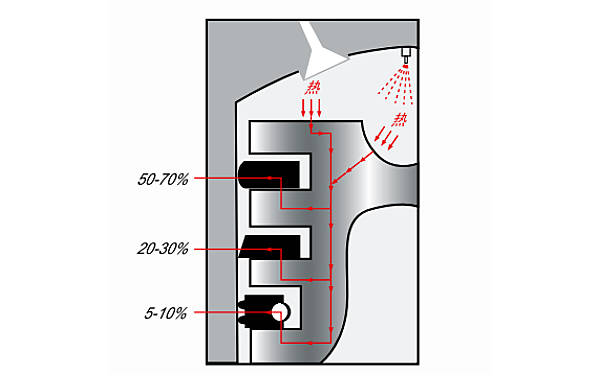
(2)導熱功能
如圖8所示。活塞上約70%的熱量是經活塞環端面導入缸套的,其中,第一道及第二道環對導熱起主導作用,從而確保活塞熱平衡。
(3)控油功能
如圖9所示。將飛濺或噴射到缸壁上的機油均勻地布在氣缸壁上,并將多余的機油刮下,刮下的機油經活塞與缸套間隙、活塞油槽泄油孔回流至曲軸箱。其中油環控制約70—90%的機油,氣環控制約10—20%的機油。
(4)支撐功能
如圖10所示。活塞、活塞環作同步往復運動時,活塞對活塞環施加一較大的正壓力,即往復慣性力。當曲柄連桿對活塞產生側壓力而欲使活塞偏擺時,活塞環因正壓力作用對活塞施加一摩擦反作用力,從而對活塞起支撐作用。
|
圖7 活塞環密封功能示意圖 |
圖8 活塞環導熱功能示意圖 |
|
圖9 活塞環控油功能示意圖 |
圖10 活塞環支撐功能示意圖 |
四、活塞環的性能計算
1、徑向壓力
活塞環在自由狀態下不是圓形,其曲率半徑沿環周各點是變化的,且大于氣缸半徑,只有當裝入氣缸后方成為正圓形。環裝入氣缸前的形狀稱為自由狀態,環的自由狀態決定環裝入氣缸后的徑向壓力分布。徑向壓力分布大致可分為:均勻分布(等壓環)、梨形分布(高點環)和蘋果型分布(低點環)三種。
(1)等壓環
等壓環從自由狀態變到工作狀態后,沿環周的徑向壓力是均勻分布,即P=const。等壓環由于使用后磨損等原因,環周壓力分布惡化,在開口處的徑向壓力急劇下降,所以使用壽命短,一般使用于二沖程中速發動機。
(2)高點環
高點環開口處的徑向壓力高于平均徑向壓力,可達3:1。能提高環開口端的減震能力,耐磨性和氣密封好。現代高速四沖程柴油發動機廣泛應用高點環。
(2)低點環
低點環主要用于二沖程柴油機和大型柴油機,開口處的徑向壓力低于平均徑向壓力,以防止環端跳入氣口使環折斷,或者是為了矯正熱變形的影響,以保證均勻貼合。
2、工作狀態下活塞環的閉口間隙
閉口間隙一般按GB/T1149選取,或按產品圖紙要求而定,但最小間隙必須大于下式計算值。
S=πdαΔt(mm)....................(公式1)
式中:d—缸徑,mm;
α—熱膨脹系數,合金鑄鐵按α=1.1×10/℃;
Δt—溫差,氣環為100℃,油環為80℃
3、切向彈力
切向彈力是在環的切口處徑向厚度中點上沿切線方向施加力,使環從自由開口尺寸壓縮到閉口間隙時所需的力。尺寸系列的切向彈力值僅適用于平均彈性模量E=100000 N/mm材料(即非調質鑄鐵環)。鍍鉻或噴鉬活塞環的切向彈力修正系數為推薦值的0.9倍。
Ft={E·h(m-S)/14.14(d/α-1)}K·K1(kgf)....................(公式2)
式中:E—彈性模量,kgf/mm;
h—環高,mm;
m—自由開口,mm;
S—閉口間隙,mm;
d—缸徑,mm;
α—徑向厚度,mm;
K斷面減弱系數;
K1—表面處理對彈力減弱系數。鍍鉻環一般取8%~11%,球鐵環取8%,合金鑄鐵對鉻層厚度小于0.12 mm,徑向彈力小于3kgf的取11%,其余均取10%。
活塞環設計時,首先確定切向彈力,然后再決定環的自由開口尺寸。高速發動機活塞環設計通常用改變環的徑向厚度方法來調節環的彈力。
4、平均比壓
比壓P是活塞環設計的重要參數之一,比壓選擇適合與否,將直接影響活塞環的密封性、摩擦損失、耐磨性。比壓過高,磨損加劇導致缸套磨損嚴重;比壓過低,環密封性差,最終導致燒機油,加劇磨損,抗振性差,易產生斷環。一般選擇原則:合金鑄鐵為1.5~2kgf/cm,球墨鑄鐵為1.5~2.5kgf/cm。
P=2 Ft/hd....................(公式3)
式中:h—環外圓面與氣缸壁的接觸高度,等于刮片數量與刮片高度的乘積,mm;
Ft—切向彈力,N;
d—缸徑,mm。
5、自由開口尺寸
自由開口尺寸指在自由狀態下,環開口兩端徑向中點的弦距。它的大小既要滿足活塞環彈力的要求,又要滿足工作應力和安裝應力的要求,m值過大,工作應力較大,會造成較大的彈性消失,m值過小,會產生較大的安裝應力造成斷環,或過度變形失去圓度。
一般合金鑄鐵氣環和整體油環m/d=13~14%,最大不超過16%;球鐵環m/d=8~11%,最大不超過12%;內撐彈簧組合油環比相應平環小4-5mm。
6、活塞環的工作應力和安裝應力
工作應力:
σ={E·α(m-S)}/2.35(d-α)....................(公式4)
安裝應力:
σ={Eα(8α-m)}/2.35(d-α)....................(公式5)
式中:E—彈性模量,㎏f/mm;
α—徑向厚度,mm;
m—自由開口尺寸,mm;
S—閉口間隙,mm;
d—缸徑,mm。
按有關標準規定,合金鑄鐵σ<25㎏f/mm,球墨鑄鐵σ<40㎏f/mm,但實際σ值可大于上述值,合金鑄鐵為30㎏f/mm,球墨鑄鐵為50㎏f/mm。合金鑄鐵σ≤50㎏f/mm,球墨鑄鐵σ≤80㎏f/mm。
總結:
活塞環的密封作用能夠減少氣缸和活塞之間的泄漏,從而提高發動機的壓縮比。在活塞的壓縮行程中,活塞環緊密貼住氣缸套壁,防止高壓氣體從氣缸間隙中泄漏出去。這樣能夠提高氣缸內的壓力,增加燃燒室的壓縮效果,使燃燒更加充分,提高燃油的利用率。同時,密封作用還可以防止潤滑油從活塞上部溢出,減少摩擦和磨損,提高發動機的壽命。
----------------
以上信息來源于互聯網行業新聞,特此聲明!
若有違反相關法律或者侵犯版權,請通知我們!
溫馨提示:未經我方許可,請勿隨意轉載信息!
如果希望了解更多有關柴油發電機組技術數據與產品資料,請電話聯系銷售宣傳部門或訪問我們官網:http://www.nkcyfdjpj.cn
- 上一篇:活塞銷座孔的配合間隙檢測和鉸削要求
- 下一篇:發動機氣缸蓋有裂紋怎么修理




