

|
技術(shù)維修與康明斯知識 |
柴油發(fā)電機(jī)組活塞連桿組件的檢查 |
摘要:活塞連桿組件的拆裝是柴油機(jī)重要而且常見的檢修項目。其拆裝的質(zhì)量直接關(guān)系到修理成本、工作性能和使用壽命,而拆裝質(zhì)量與拆裝方法的正確性密切相關(guān)。筒式柴油機(jī)活塞連桿組件的安裝,一般可分為活塞連桿組件的組裝、活塞連桿組件在柴油機(jī)上的安裝和活塞在氣缸中的校中等。作為合格的維修工,必須熟練掌握活塞連桿組件的拆裝和檢測方法。
一、拆卸準(zhǔn)備和方法
活塞組件和連桿組件是柴油機(jī)主要的運(yùn)動部件。這兩部分對于筒式柴油機(jī)通常采用浮動活塞銷連接,形成一個運(yùn)動整體——活塞連桿機(jī)構(gòu)。拆裝時是整體拆下吊出或吊入安裝,而十字頭式柴油機(jī)是通過十字頭組件予以連接。拆裝時采用分別拆下吊出或吊入安裝。
1、準(zhǔn)備工作
拆卸前清潔缸套上部及活塞頂上的油污積碳后,對缸套及活塞頂進(jìn)行下述檢查和修整:、
(1)缸套的預(yù)處理:
活塞在上止點時第一環(huán)對應(yīng)的缸套處一般有磨損凸臺。通過肉眼觀察可發(fā)現(xiàn)有明顯的磨損痕跡,用手觸摸可容易的發(fā)現(xiàn)有磨損凸臺。該凸臺在吊出活塞時易卡住活塞環(huán)而將活塞環(huán)拉斷,故在吊缸前應(yīng)使用三角刮刀將其修刮掉使之成為過渡斜面,然后用油石打磨光滑消除刮削痕跡。
(2)活塞的預(yù)處理:
檢查、修整活塞頂?shù)跹b螺孔。將螺孔中的積碳清楚后,觀察螺紋狀況如有損傷或不易除掉的硬積碳,可使用與螺孔螺紋同規(guī)格的絲攻攻削,從而恢復(fù)螺紋。
2、拆卸步驟
(1)拆卸油底殼和密封墊。
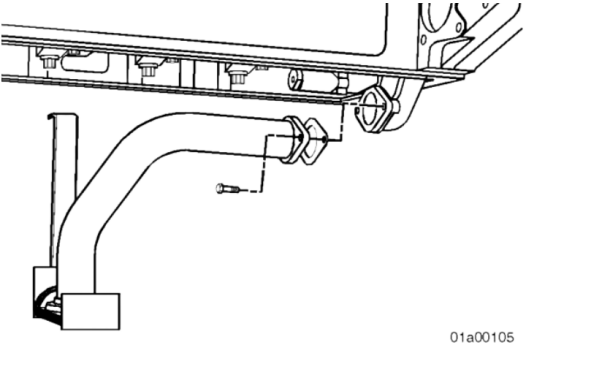
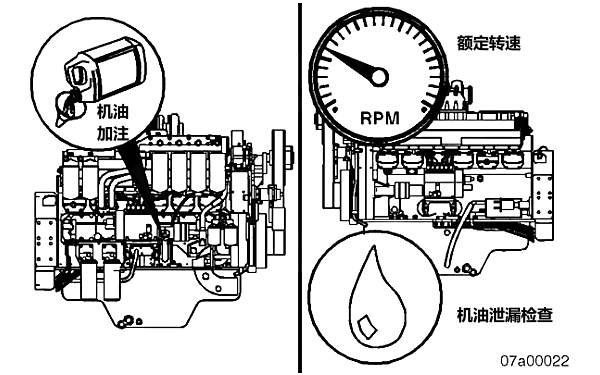
(2)拆卸機(jī)油吸油管,如圖1所示。
(3)拆下缸蓋、活塞冷卻噴嘴。
(4)轉(zhuǎn)動曲軸,使連桿蓋位于下止點位置,以便進(jìn)行拆卸。
(5)松開連桿螺釘,此時不要從連桿上拆下螺釘。不要使用沖擊扳手松開連桿螺釘。如果使用動力工具松開,螺釘可能損壞。
(6)連桿和連桿蓋朝向左排凸輪軸的一側(cè)均必須標(biāo)有氣缸號。檢查連桿的標(biāo)記是否正確,使用鋼印標(biāo)記任何未正確標(biāo)記的連桿。
(7)松開螺釘,直至連桿蓋與螺釘頭之間有6 mm[1/4 in]的間隙。
(8)用橡膠錘敲擊連桿螺釘,使連桿蓋從定位銷上松開。
(9)拆下連桿螺釘、連桿蓋、連桿下軸承。
(10)在軸承定位舌平面上標(biāo)上氣缸號和字母"L"(下部),小心不要讓連桿損壞缸套內(nèi)表面。
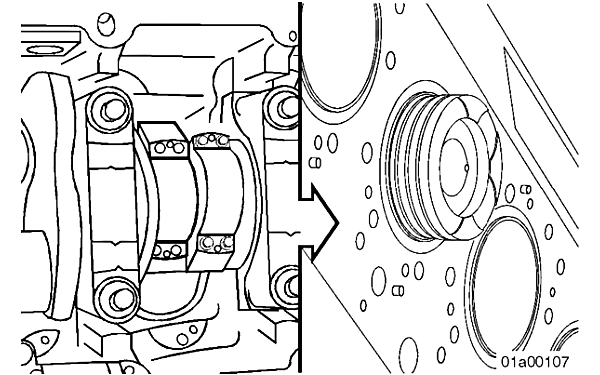
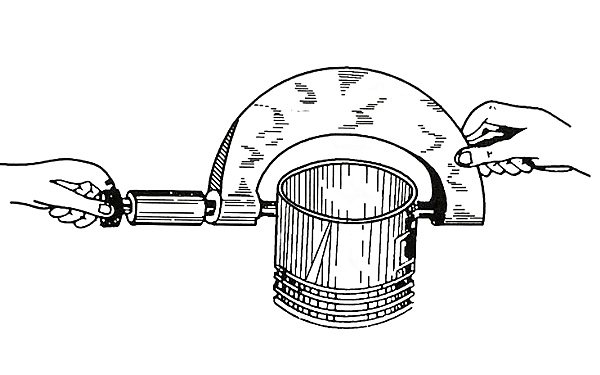
(11)如圖2所示。使用兩個11mm連桿導(dǎo)銷,零件號3163363。安裝導(dǎo)向銷,以防止連桿掉落,損壞其他發(fā)動機(jī)部件。
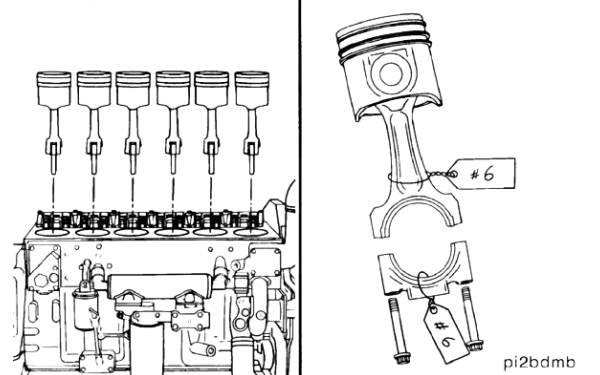
(12)如圖3所示。用T形柄活塞推桿將連桿推離曲軸。推動連桿直至活塞環(huán)被推出缸套頂部。
(13)用雙手取出活塞和連桿總成。將活塞和連桿總成放在架子上,以降低損壞的可能性。
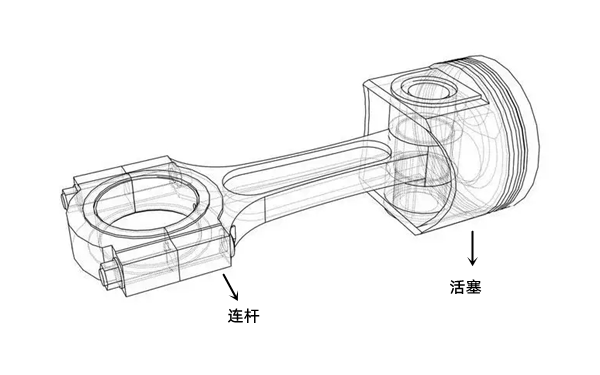
(14)如果這些零件將繼續(xù)使用,則活塞和連桿總成必須安裝在與拆卸時相同的氣缸編號中,確保已磨損的接合面正確配合。使用標(biāo)簽標(biāo)記活塞和連桿總成所屬的氣缸號,如圖4所示。
|
圖1 柴油機(jī)機(jī)油吸油管拆卸 |
圖2 連桿導(dǎo)向銷安裝 |
|
圖3 推動連桿直至活塞環(huán)被推出缸套頂部
|
圖4 活塞連桿組拆下后標(biāo)記缸號
|

二、活塞連桿組裝配步驟
1、零部件的預(yù)處理
(1)曲柄銷:
去除封閉油孔的膠帶紙徹底進(jìn)行清潔后,在軸勁上涂上薄薄一層清潔機(jī)油,而后盤車至上止點。如連桿大端為斜切口的,應(yīng)盤車至上止點稍前。
(2)缸套:
徹底清潔后,在工作面上涂薄薄清潔機(jī)油,然后在缸套頂面裝上導(dǎo)向套并涂上清潔機(jī)油。
(3)活塞連桿組件:
在活塞頂面吊裝孔處裝上吊裝工具,將組件稍稍吊離地面,用活塞環(huán)工具從組件兩端逐道裝上活塞環(huán)。
(4)連桿軸承:
將軸承徹底清潔后在底座配合面及上下瓦背面涂上薄薄一層清潔機(jī)油;將上下瓦襯分別裝入上下瓦座,此時瓦襯定位凸應(yīng)能正確就位。
(5)連桿螺栓及螺栓孔:
將連桿螺栓及螺栓孔徹底清潔后在它們的定位面及螺栓頭支撐面涂上薄薄一層清潔機(jī)油,在螺紋處涂上薄薄一層清潔機(jī)油。
2、活塞連桿組件裝入氣缸
(1)活塞連桿組組裝完成后,外觀示意圖如圖5所示。將組件吊至氣缸上方,調(diào)整吊車位置使活塞軸線在氣缸軸線的延長線上,然后作下述準(zhǔn)備工作:整理活塞環(huán)使相鄰搭口錯開120度。在環(huán)表面及活塞表面涂上一層清潔機(jī)油;校驗連桿大端裝配標(biāo)記并調(diào)整至正確的位置。
(2)將活塞組件徐徐落下通過導(dǎo)向套孔引導(dǎo)進(jìn)入缸套,此時在道門處注意扶正連桿上軸承落座于曲柄銷上。注意:如果活塞下落過程中被某道環(huán)卡住不能落下,此時且不可硬敲活塞頂,只能按住導(dǎo)向套稍稍升起組件將卡住的活塞環(huán)調(diào)正后在試落。
3、連桿與曲柄銷的裝配
(1)軸承蓋的裝配
盤車至上止點:在瓦蓋的瓦襯工作面上涂上一層清潔機(jī)油按原裝配標(biāo)記裝到曲柄銷上,隨即將連桿螺栓對號入座裝入連桿軸承螺栓孔中并擰上螺母。
(2)裝緊連桿螺母
在螺母及螺栓處涂上一層清潔機(jī)油并按要求的擰緊力距或壓力擰緊螺母。注意若采用開口銷鎖緊時,應(yīng)邊擰緊邊對準(zhǔn)銷孔,切勿錯過時機(jī)。若擰過了只能將兩側(cè)螺母旋下重新擰緊對孔,因為這會破壞一側(cè)的軸承間隙,其次還會對該螺栓帶來過大的附加應(yīng)力。
(3)檢查裝配質(zhì)量并鎖緊防松裝置
盤車數(shù)圈檢查裝配質(zhì)量,應(yīng)是配合件轉(zhuǎn)動靈活自如無卡帶現(xiàn)象及異常響聲。檢查無誤后,將防松裝置鎖緊。用開口銷鎖緊時,應(yīng)將銷的短邊向螺紋頭折翻,長邊向?qū)?yīng)的螺母六角邊折翻。不允許將開口銷的兩邊沿螺母周邊折翻。
4、裝完后測試
安裝油底殼、缸蓋,并加注機(jī)油至油底殼。運(yùn)轉(zhuǎn)發(fā)動機(jī),使之達(dá)到正常工作溫度,檢查有無泄漏。如圖6所示。
|
圖5 活塞連桿組矢量渲染圖 |
圖6 柴油機(jī)起動后機(jī)油泄漏檢查 |
三、活塞連桿組檢測方法
1、活塞檢查
(1)活塞外徑測量
在距活塞裙部15mm處,與活塞銷軸線成90°的位置上測量活塞外徑,測量結(jié)果與活塞標(biāo)準(zhǔn)尺寸的最大偏差量不超過0.04mm。如圖7所示。
(2)活塞高度測量
活塞高度是指活塞頂部到活塞底部的距離。活塞高度測量可以使用千分尺或游標(biāo)卡尺進(jìn)行。首先,將活塞放在平整的工作臺上,用千分尺或游標(biāo)卡尺測量活塞的頂部和底部的距離。在測量時,應(yīng)將千分尺或游標(biāo)卡尺的刻度與活塞的頂部和底部垂直,以確保測量的準(zhǔn)確性。如果發(fā)現(xiàn)活塞的高度不符合標(biāo)準(zhǔn),應(yīng)及時更換。
(3)活塞圓度測量
活塞的圓度是指活塞的圓形度,也是活塞與缸體之間的間隙。活塞圓度測量可以使用圓度儀進(jìn)行,如圖8所示。首先,將活塞放在圓度儀上,記錄下活塞的圓度。在測量時,應(yīng)確保圓度儀的準(zhǔn)確性,以確保測量的準(zhǔn)確性。如果發(fā)現(xiàn)活塞的圓度不符合標(biāo)準(zhǔn),應(yīng)及時更換。
(4)活塞端面平行度測量
活塞端面平行度是指活塞端面與活塞軸線之間的平行度。活塞端面平行度測量可以使用平行度儀進(jìn)行。首先,將活塞放在平行度儀上,記錄下活塞端面與活塞軸線之間的平行度。在測量時,應(yīng)確保平行度儀的準(zhǔn)確性,以確保測量的準(zhǔn)確性。如果發(fā)現(xiàn)活塞端面平行度不符合標(biāo)準(zhǔn),應(yīng)及時更換。
|
圖7 活塞外徑檢查 |
圖8 活塞失圓度測量 |

2、活塞銷磨損測量及圓度、圓柱度
(1)檢驗外徑千分尺,若有誤差應(yīng)予以調(diào)整。
(2)將拆下的活塞銷清潔并豎立于工作臺上。
(3)測量部位的確定:取活塞銷的兩端和中間三個位置,每個位置測量水平和垂直兩個方向的尺寸。
(4)用外徑干分尺測量上述六個部位的尺寸,并記錄。
(5)求出圓度值和圓柱度值。
(6)活塞銷座孔及連桿小端測量后,便可計算活塞銷與連桿小端軸承以及座孔的配合間隙(或過盈量)。
(7)如果圓度及圓柱度超過活塞銷直徑公差值一半,活塞銷與座孔及連桿小端軸承配合間隙達(dá)到說明書極限值,或者活塞銷表面有滲碳層脫落,有裂紋等缺陷,應(yīng)予以換新或修理,進(jìn)行修理時允許表面磨削后鍍鉻恢復(fù)尺寸。
3、活塞環(huán)的檢查
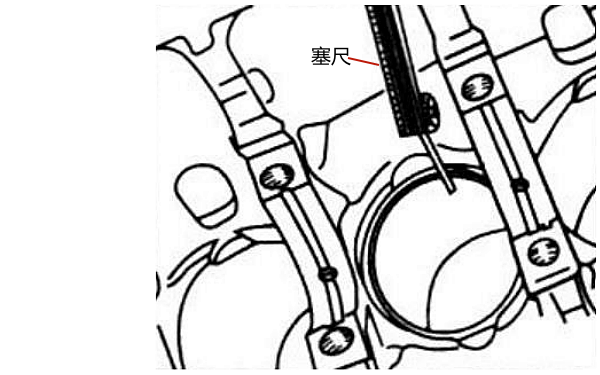
(1)活塞環(huán)端隙的檢查
端隙是活塞環(huán)裝入氣缸后的開口間隙。先將活塞環(huán)平整地放在待配的氣缸內(nèi),用活塞頭將活塞環(huán)推平推入氣缸約10cm處,然后用塞尺插入活塞環(huán)開口處進(jìn)行測量,如圖9所示。通常發(fā)動機(jī)第一道氣環(huán)端隙為0.2~0.32mm,第二道氣環(huán)端隙為0.30~0.50mm。
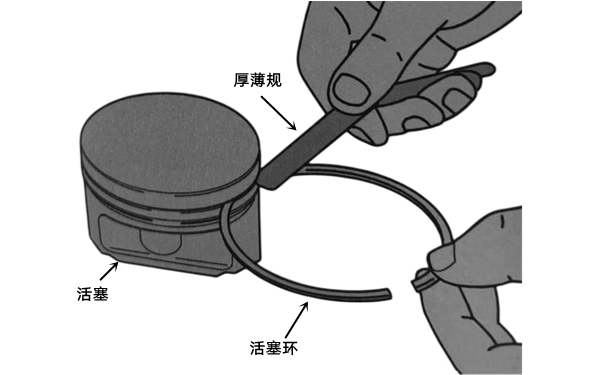
(2)環(huán)槽側(cè)隙的測量
環(huán)槽側(cè)隙即活塞環(huán)在槽內(nèi)上下間隙或稱端面軸向間隙。側(cè)隙過大將會影響活塞的密封作用;若過小會使活塞環(huán)在工作時卡死在槽內(nèi)。檢查時,用厚薄方法進(jìn)行測量和檢驗,如圖10所示。
(3)活塞環(huán)槽隙的檢查
活塞環(huán)放入活塞環(huán)槽內(nèi),活塞環(huán)應(yīng)低于活塞環(huán)槽岸(0.20~0.35)mm,以免工作時卡死在汽缸內(nèi)。通常氣環(huán)槽隙為(0.15~0.35)mm,油環(huán)槽隙為(0.35~0.70)mm。
(4)活塞環(huán)閉合間隙及端面軸向間隙的檢查與修整
活塞環(huán)的閉合間隙是防止活塞環(huán)受熱膨脹后被卡死在缸內(nèi),安裝時必須保證這個間隙,活塞環(huán)閉合間隙及端面軸向間隙的測量,如果閉合間隙過小,應(yīng)用銼刀進(jìn)行修整。修整時應(yīng)保證對口平整密合,鋒邊應(yīng)倒去毛刺,以防安裝后刮傷缸壁。
|
圖9 活塞環(huán)開口間隙測量 |
圖10 活塞環(huán)側(cè)隙檢測圖 |
總結(jié):
綜上所述,康明斯公司認(rèn)為從嚴(yán)謹(jǐn)?shù)慕嵌葋碇v,組裝活塞和連桿組合件應(yīng)交給專業(yè)的人士來處理,例如康明斯授權(quán)經(jīng)銷商。因為他們知道正確的步驟,也知道裝配這些部件的時候可能會拆下哪些零件,只有擁有整體的專業(yè)性,才能夠更好地完成組件的安裝,即便大家具備相關(guān)的基礎(chǔ)能力,也并不建議大家自行操作,畢竟發(fā)動機(jī)的復(fù)雜性是大家難以想象的。這就是組裝活塞和連桿組合件的整體步驟以及注意事項,并不建議大家自行操作,希望能給大家提供一些幫助。
----------------
以上信息來源于互聯(lián)網(wǎng)行業(yè)新聞,特此聲明!
若有違反相關(guān)法律或者侵犯版權(quán),請通知我們!
溫馨提示:未經(jīng)我方許可,請勿隨意轉(zhuǎn)載信息!
如果希望了解更多有關(guān)柴油發(fā)電機(jī)組技術(shù)數(shù)據(jù)與產(chǎn)品資料,請電話聯(lián)系銷售宣傳部門或訪問我們官網(wǎng):http://www.nkcyfdjpj.cn




